Tööriist polüpropüleenist torude keevitamiseks. Polüpropüleentorude jootmine: isetegemise PP-keevitusjuhised, diagrammid, nüansid ja vead. Tehnoloogia üldkirjeldus
Polüpropüleenist torude tüübid
Toodete kasutusiga sõltub keskkonna temperatuurist ja neis tekkivast rõhust. Materjali tüübi õige valikuga on võimalik selle töövõimet oluliselt laiendada.
Seal on 4 tüüpi torumaterjale, millel on erinevad omadused sõltuvalt nende töötemperatuurist.
PN10 kaubamärgi materjalid viitavad külma veevarustuseks mõeldud toodetele. Nad ei talu kõrget keskkonnatemperatuuri. Teine tüüp, tähisega PN16, viitab segatüüpi toodetele ja on mõeldud külma ja kuuma veevarustuseks, kuid piiratud töötemperatuuriga. PN20 ja PN25 on sooja veevarustuseks mõeldud materjalid. Sellised torustikud taluvad kõrgeid temperatuure ning PN25 märgistusega tooted on lisaks tugevdatud metalliga, mis pikendab nende kasutusiga ja vastupidavust kõrgetele rõhu- ja temperatuuritingimustele.
Torude keevitamise komplekt
Kui polüpropüleenist tooteid tuleb keevitada regulaarselt, siis on soovitav osta spetsiaalne keevituskomplekt, mis müüakse koheselt sobivas kohvris. Selle keskmine maksumus on umbes sada dollarit ja see koosneb:
- kütteelement;
- erineva suurusega teflondüüsid;
- käärid polüpropüleenist torude lõikamiseks;
- poldid, mis on kinnitatud düüsi kütteelemendi külge;
- tase;
- kütteelemendi toed;
- kuusnurk poltide pingutamiseks.
Kui keevitustööd tehakse aeg-ajalt, on mõistlikum rentida keevitusseadmeid.
Tüübid ja eesmärk
Polüpropüleenist torud on saadaval neljas värvitoonis – roheline, hall, valge ja must. Ainult mustad erinevad omaduste poolest - neil on suurenenud vastupidavus ultraviolettkiirgusele ja neid kasutatakse niisutussüsteemi maapinnale paigaldamisel. Kõik ülejäänud on sarnaste omadustega ja asetatakse siseruumidesse või maetakse maasse.
Kokkuleppel on polüpropüleenist torud järgmist tüüpi:
- Külma vee jaoks (temperatuur kuni +45°C). Neid on lihtne eristada pikisuunalise sinise triibu järgi.
- Sooja veevarustuseks (küte kuni +85°C). Eripäraks on punane triip.
Universaalne (maksimaalne soojendus kuni +65-75°C olenevalt tootjast). Kaks triipu kantakse kõrvuti - sinine ja punane.
Nii külma kui ka sooja vee jaoks on erinevate omadustega torusid. See kuvatakse sildil:
- PN10 kasutatakse eranditult madala rõhuga (kuni 1 MPa) külma veevarustussüsteemides (kuni +45°C). Neil on väike seinapaksus. Ei sobi kõrghoonetele.
- PN16. Neid märgitakse sageli universaalseteks, kuid sagedamini kasutatakse külma vee jaoks - need taluvad keskkonna kuumutamist kuni + 65 ° C ja rõhku kuni 1,6 MPa.
- PN20. Paksuseinalised torud, mis suudavad transportida keskkonda temperatuuriga kuni +80°C, taluvad rõhku kuni 2 MPa. Kasutatakse sooja vee jaotamisel ja küttesüsteemides.
- PN25. Need on tugevdatud polüpropüleenist torud (foolium või klaaskiud). Tugevduskihi olemasolu tõttu on neil sageli väiksem seinapaksus kui PN20. Keskmine küttetemperatuur - kuni +95°C, rõhk - kuni 2,5 MPa. Neid kasutatakse sooja veevarustuseks ja kütteks.
Kõiki neid toodetakse erineva läbimõõduga - kuni 600 mm, kuid korterites ja eramajades kasutatakse neid peamiselt suurustes 16 mm kuni 110 mm
Pange tähele, et siseläbimõõt on märgitud, kuna seina paksus võib erineda.
Teine etapp. Polüpropüleenist torude keevitamine

Selle protseduuri jaoks on vaja elektrilist pusle (polüpropüleeni lõikamine) ja spetsiaalseid keevitusseadmeid.

Esimene samm.
Seadme soojenemise ajal tehakse vajalikud mõõtmised, märgistatakse ja lõigatakse torud.

Teine samm.
Toodete otsad, mida plaanitakse omavahel ühendada, puhastatakse hoolikalt ja rasvatustatakse.
Kolmas samm.
Pliiatsi abil märgitakse iga toote varrukasse sisenemise sügavus. Iseloomulik on, et samal ajal peaks olema vähemalt millimeetrine vahe, nii et torud ei toetu liitmiku haakeseadise vastu.

Neljas samm.
Hülsi külge pannakse liitmikuga PP-toru vastavalt tehtud märkidele ja kõigi elementide kuumutamine peab toimuma samaaegselt.
Kuumutamise kestus ei sõltu mitte ainult toodete läbimõõdust, vaid ka keevitamise sügavusest (selle leiate allolevast tabelist).

Viies samm.
Teatud aja möödudes eemaldatakse tooted ja ühendatakse need vähese vaevaga üksteise peale istudes. Elementide pööramine piki teljesuunalist joont on keelatud.

Kuues samm.
Mõne sekundi jooksul pärast ühendamist tehakse esmane reguleerimine, seejärel kinnitatakse elemendid lõpuks.

Kui ristmikul ei jää tühimikke, siis võib seda (ühendust) pidada kvaliteetseks.
Keevitusmasinate tootmine
Arvestades asjaolu, et enam-vähem hea maksab üle tuhande rubla, on soodsam rentida või ise valmistada. Kui valiti viimane, peaksite tööks ette valmistama:

Toimingute jada peaks olema järgmine.
Esimene samm.
Soojusülekande parandamiseks töödeldakse triikraua talda termopastaga, seejärel kinnitatakse teflonhülss. Viimase asukoht määratakse eelnevalt - lai osa üles või alla.
Teine samm.
Seinte läheduses mugavamaks töötamiseks saetakse maha terav “nina”.
Kolmas samm.
Triikraua kuumutamine toimub seni, kuni seade teist korda välja lülitub.
Neljas samm.
On hea, kui triikraud on varustatud temperatuurianduriga - see võimaldab teil küttetemperatuuri täpselt määrata. Kuid on ka lihtsam tee – läbi plii. See metall sulab temperatuuril 230ºС ja kõrgemal, mis langeb ligikaudu kokku keevitamiseks vajaliku temperatuuriga.
Edasine tehnoloogia on identne ülalkirjeldatuga.
Vajalikud tööriistad
Polüpropüleenist torud ise;
Spetsiaalsed seadmed selliste torude keevitamiseks;
Keevitusmasin
Nende lõikamiseks mõeldud rauasaag, spetsiaalset lõikurit müüakse sageli koos keevitusmasinaga, suurte tööde tegemiseks võite kasutada rõngaslõikurit või spetsiaalseid kääre;
Rasvaärastus (etüül- või isobutüülalkohol); sel juhul on atsetooni kasutamine keelatud, kuna see võib plasti pehmendada;
Beveler: selle sisemus meenutab pliiatsiteritajat, kuid kuna kald tuleb lõigata ühtlaselt, on noad erineva nurga all; võite kaldenurga asendada tavalise viili ja noaga;
 Kaldus plasttorude jaoks
Kaldus plasttorude jaoks
Pardel: tööriist tugevdatud kihi eemaldamiseks (kui meie torudel on tugevduskiht).
 Pardel
Pardel
Nõuanne.
Küttekatla lähedale (vähem kui poole meetri kaugusele) sobivad torud peaksid olema ainult metallist. Need ühendatakse polüpropüleeniga, kasutades adaptereid keevisühendusest keermestatud ühenduskohani.
Töö polüpropüleenist torudega
Tänapäevane polüpropüleenist torude paigaldussüsteem sisaldab kõiki vajalikke elemente erineva suuruse, kontuuride, liitmike, kinnitusdetailide ja lisandite torude ühendamiseks. Montaažiprotsess on üsna lihtne ja vajalike oskustega kiire.
Elementide komplekti saab kohandada nii, nagu soovite, nii et tulemuseks on täiesti unikaalne süsteem. Keerukus ja varustus sõltub ainult kliendi, see tähendab teie eelistustest ja soovidest. Ainus omadus, mida mõned omistavad polüpropüleeni puudustele, on keevitatud ühendusmeetod. Pärast keevitamist ei ole enam võimalik torusid eraldada ja viga parandada. Seetõttu peate kõik eelnevalt läbi mõtlema ja püüdma tegevuses ebatäpsusi vältida.
Kui jagame torukeevitusprotsessi eraldi etappideks, näeb see välja järgmine:
- Polüpropüleeni jootekolbiga on vaja soojendada mõlemat osa, mida soovite üksteise külge kinnitada.
- Pärast seda, kui peate ühendama kuumutatud osad;
- Mõne aja pärast eemaldage seadmest juba kinnitatud elemendid.
Keevitamine annab elementidele nii tugeva ühenduse, et osade eraldamine ilma neid purustamata on peaaegu võimatu. Seetõttu peetakse polüpropüleenist torusid kvaliteetseteks, vastupidavateks ja taluma peaaegu igasugust survet.
Töö peamised etapid
1. Võtame õige suurusega toru.
2. Puhastame selle servad viili või faasiga lõikamise käigus tekkinud purstest.
3. Märgime pliiatsiga toru otsa (vt fotot), millise lõigu peame sulatama, see tähendab, et visandame koha, kuhu liitmik pannakse.
 Joonistame pliiatsiga jootmiskoha
Joonistame pliiatsiga jootmiskoha
4. Töötleme toru ja liitmikku rasvaärastusvahendiga.
5. Kinnitage keevitusmasin kindlalt laua külge.
6. Selle komplekt sisaldab erineva läbimõõduga otsikuid. Võtame vajalikud düüsid (üks liitmiku ja üks toru jaoks) ja kinnitame need seadme mõlemale küljele.
7. Seadke temperatuur 260° peale.
8. Niipea kui tuled kustuvad (see tähendab, et seade on piisavalt soojenenud), võite alustada tööd. Keskmine kütteaeg on 2-3 minutit.
9. Me paneme kuumad düüsid (neid on kaks) liitmiku ja toru pliiatsimärgini. Keevitatavatele või pööratavatele osadele ei tohiks olla liiga palju survet.
 Põkkkeevitusmasin. Liitmik ja toru asetatakse kuumadele düüsidele
Põkkkeevitusmasin. Liitmik ja toru asetatakse kuumadele düüsidele
10. Loeme ettenähtud aja. Kütteaeg on alati juhendis märgitud. Näiteks 25 mm toru puhul on see täpselt 7 sekundit).
 Seadme kütteaeg sõltub toru läbimõõdust
Seadme kütteaeg sõltub toru läbimõõdust
11. Kiiresti ja täpselt eemaldage kuumutatud osad, kergelt hoides keevitusmasinat.
12. Me ühendame need üksteisega. Samuti on vastuvõetamatu liigne surve neile või pöörlemine.
13. Ootame paar sekundit.
14. Kui tegime kõik õigesti, saame täiesti ühtlase homogeense ühenduse.
Ühenduse segmendi tugevdatud kiht tuleb eemaldada, vastasel juhul on ühendus ebahomogeenne ja habras;

Seadme ostmisel ei ole vaja kulutada lisaraha ja osta termostaadiga mudelit, sest vajame ühtset temperatuurirežiimi 260 ° C; teiste režiimide kasutamine võib põhjustada kehva ühenduse;
Vesi peab torude kaudu vabalt voolama; et jootmiskohta ei tekiks takistust külmunud plasti kujul, ärge ühendamisel sulanud detailidele liiga palju survet avaldage; aga madal rõhk on samuti vastuvõetamatu - ühenduse pikkusest usaldusväärseks kinnitamiseks ei piisa; see võib põhjustada turbulentsi ja rõhu langust süsteemis;
Sellise jootmise põhireegel on: kõigepealt paigaldatakse düüsile liitmik ja alles seejärel toru; loendus algab siis, kui mõlemad osad on masinal;
Polüpropüleen kinnitub 4-8 sekundiga, kuid te ei tohiks seda kohe vabastada - selleks, et see täielikult külmuks, peate ootama 20-30 sekundit;
Jahutuse ajal peavad osad olema liikumatud, vähimgi nihe võib ühenduse tihedust rikkuda; seetõttu on enne jootmist parem valmistada nende kinnitamiseks spetsiaalsed klambrid; saate neid valmistada mis tahes puidust või tugevast traadist;
Saadud sõlme jahutamine vee või külma õhu joaga on keelatud - ühendus on habras;
Ärge soojendage toru ja liitmikku rohkem kui ettenähtud aeg - polüpropüleen deformeerub; kui kütmiseks aega on vähem, on osade ühendamine keeruline;
Nõuetekohase keevitamise korral peaks osa plastist moodustama varrukale kerge sissevoolu;
Saate oma töö kvaliteeti kontrollida, lõigates ühendatud osa pooleks; ristmikul peaksite nägema ühtlast monoliitset ühendust ilma deformatsioonide ja tühimiketa.
Kanalisatsioonisüsteem PP torudest
Nagu varem märgitud, kasutatakse tänapäeval paigutuses aktiivselt polüpropüleentorusid. Paigaldusprotseduuril on sel juhul oma nüansid.

Sisemine kanalisatsioon
Maja kanalisatsiooni paigaldamisel tuleb järgida mitmeid reegleid.
- Torujuhe paigaldatakse nurga all kanalisatsioonitoru tõusutoru suunas (umbes 3 cm joonmeetri kohta).
- Kui ruumi ei köeta, isoleeritakse torud täiendavalt mineraalvillaga.
- Ärge tehke järske pöördeid 90ᵒ nurga all, selle asemel kasutatakse nn poolkurvi.
- Ventilaatoritüüpi ventilatsioon on kanalisatsioonisüsteemi kohustuslik komponent, mis hoiab ära ebameeldiva lõhna tungimise koju.
- WC ühendatakse alles pärast kraanikaussi, vastasel juhul puruneb veetihend.
Väliskanalisatsioon

Esimene samm.
Torude läbimõõt määratakse sõltuvalt peamiselt majas elavate inimeste arvust.
Teine samm.
Kanalisatsioonitorust kaevatakse kaevik septikusse või prügikasti. Samal ajal täheldatakse kallet, olenevalt pinnase külmumisliinist, või torujuhe isoleeritakse mineraalvillaga.


Kolmas samm.
Põhi on kaetud liiva "padjaga". Selle paksus peaks olema vähemalt 20 cm.
Neljas samm.
Torujuhtme paigaldamine toimub
Oluline on vältida võimalikku longust, sest vastasel juhul kukuvad ühendused peagi kokku.
Puurimine toimub terasest koonusekujulise otsa abil. Sarnast tehnoloogiat kasutatakse ehitamisel:
Torujuhtme kaeviku horisontaalne puurimine toimub spetsiaalsete seadmete abil, millel on survepumbad. Puurimine toimub terasest koonusekujulise otsa abil. Sarnast tehnoloogiat kasutatakse ehitamisel:
- auto- ja raudteeteed;
- torustikud keldritesse;
- kiirteed töökaevude juurde.
PP-torujuhtme ise paigaldamine aitab palju säästa, kuid ainult siis, kui see on õigesti tehtud.
Polüpropüleenist valmistatud tooteid kasutatakse reeglina drenaaži- ja niisutussüsteemide loomisel, samuti veevarustussüsteemi paigaldamisel või küttesüsteemi korraldamisel. Polüpropüleen kuulub polüolefiinide klassi, mis tähendab, et kõik sellest materjalist valmistatud tooted eristuvad kõrge keskkonnaohutuse poolest.
Lisaks võivad polüpropüleenist äravoolusüsteemid kesta väga kaua, samas kui nende töökulud on minimaalsed. Kuid selliste toodetega töötades peate teadma kuidas keevitada polüpropüleenist torusid nii, et vältida nende deformeerumist
ja vältida leket.
DIY keevitamine
Tööd tuleks teha hästi ventileeritavas kohas. Polüpropüleen on kuumutamisel võimeline eraldama mürgiseid aineid ning need võivad olla tervisele kahjulikud, põhjustades mürgistust.
Samm-sammult juhised keevitamiseks:
- Esiteks paigaldatakse jootekolvile vajalik õige suurusega otsik;
- Polüpropüleeni sulatamiseks tuleb saavutada temperatuur 260 kraadi;
- Valmistage osad ühendamiseks ette, viige läbi nende puhastamine ja õige paigutus;
- Seejärel pannakse jootekolb tööle;
- Vajalik on oodata kütmiseks vajalik aeg ja sellest annab märku anduri roheline värv.
 Jootmisel on parem seade asetada nii, et see seisaks kindlalt
Jootmisel on parem seade asetada nii, et see seisaks kindlalt
Seejärel asetatakse toru ja liitmik üheaegselt toorikule ja jootetööriistale. Toru sisestatakse tooriku sisse. Liitmik asetatakse väljapoole. See lükatakse sisse, kuni see peatub, ja toru surutakse sisse kuni valmis märgini. Peaasi, et kellaaeg oleks õige.
Kui tööriist soojeneb halvasti, on difusiooni tase väike ja see rikub sulami kvaliteeti. Kõrge temperatuur põhjustab osade ülekuumenemist. Optimaalne aeg sõltub toru ja liitmike läbimõõdust.
Pärast kuumutamist on oluline kohe dokkida. Peamine protseduurireegel on taluvuse järgimine
Esimesed paar sekundit võimaldavad korrigeerimist, kuid pööramine pole lubatud. Samal ajal on vaja mitte kiirustada ja mitte tõmmata, järgides kuldset keskteed.
Kolmas etapp. Torujuhtme paigaldamine


Maantee rajamisel vajate:
- torud;
- teesid;
- Kuulkraanid;
- pistikud;
- adapterid;
- paindub;
- haakeseadised;
- eemaldatavad ühenduselemendid;
- keermestatud liitmikud;
- plastikust klambrid.
Kõigepealt paigaldatakse süsteemi põhielemendid (torustik, radiaatorid, boilerid jne), misjärel märgitakse vastavalt koostatud projektile tulevane maantee. Torujuhtme elemendid on omavahel ühendatud haakeseadiste abil.
Kui me räägime kütmisest või soojast veest, siis võetakse arvesse soojuspaisumist. Viimase kompenseerimiseks on soovitav kasutada mobiiliühendusi. Kinnise torustiku paigaldamisel kraavitakse esmalt seinad (sobivatesse kohtadesse tehakse kahe toru läbimõõdu laiune soon).
Torujuhtme võib vedelikuga täita alles pärast ühe tunni möödumist paigaldamise lõpust. Hüdraulilise testi saab teha alles päeva pärast.



Miks polüpropüleen
Tänapäeval pakuvad torude tootjad tohutut valikut tooteid veevarustus-, kanalisatsiooni- või küttesüsteemide paigaldamiseks. Saate osta metall-plastist, metallist või polüpropüleenist torusid. Tänapäeval eelistab üha suurem hulk tarbijaid valida polüpropüleenist torusid, millel on palju eeliseid:
- mitte korrodeeruda;
- lihtne paigaldada;
- ei vaja pidevat remonti;
- vastupidav ja töökindel;
- saab paigaldada seina või põranda sisse;
- on oluliselt odavamad kui metalltorud.
Polüpropüleenist torusid saab kasutada küttesüsteemide paigaldamiseks, veetorustikuks ja kanalisatsiooniks.
Millised torud sobivad teile
Polüpropüleenist torude valimiseks peate teadma:
- torude käitamise tingimused;
- vedeliku rõhk süsteemis ja selle temperatuur;
- toote vajalik läbilaskevõime, mis määrab tööläbimõõdu.
Polüpropüleenist torudel on spetsiaalne märgistus sõltuvalt toote eesmärgist.
- PPH
- ventilatsioon, külma veevarustus. - PPB
– külma veevarustussüsteemid, küte. - PPR
– sooja ja külma veevarustussüsteemid, küte.
PPR märgistusega torud
- on universaalsed. Seetõttu on need kõige nõudlikumad. Need on väga vastupidavad nii kõrgetele kui ka negatiivsetele temperatuuridele.
Esimene etapp. Projekti koostamine
Paigaldustööd peaksid algama tulevase kiirtee projektiga. Siin on oluliseks kriteeriumiks ergonoomika, nii et pöörete ja ühenduselementide arv peaks olema minimaalne.

Küttesüsteemi korraldamisel on eriti oluline hästi läbimõeldud projekt, milles asuvad sellised elemendid nagu:
- haakeseadised;
- adapterid;
- kinnitusvahendid;
- nurgad;
- kütteseadmed.
Liin ühendatakse radiaatoritega ühe- või kahetoruliselt, küljelt või alt.

Sanitaartehnilised tööd

Siin on kiirtee ühendatud tsentraliseeritud süsteemiga, et varustada vajalikke sanitaartehnikat - WC-pott, valamud, boiler jne. Juhtmete ühendamiseks on kaks võimalust.
Meetod number 1.
Ava valik. Horisontaalsed torud paigaldatakse põrandapinnast veidi kõrgemale ja vertikaalsed torud paigaldatakse eranditult nurkadesse. Kõik see muudab torujuhtme vähem märgatavaks.
Meetod number 2.
Suletud valik. Seda on äärmiselt raske teostada, kuna see hõlmab kõige täpsemate arvutuste esialgset läbiviimist. Torud (tingimata tahked) on seintesse immutatud ja igale ühenduskohale peaks olema vaba juurdepääs.

Lisaks võib torustik olla:
- järjestikune tüüp (kõige eelarvelisem ja lihtsamini rakendatav variant);
- kollektori tüüp (vee varustamisel kasutatakse kollektorit);
- läbivate pistikupesadega (vähe populaarne).
Töö keevitamise protsessi etapid
Pärast toru vajaliku pikkuse mõõtmist tehke sellele markeriga märk. Lõika toode torulõikuri või kääridega telje suhtes 90º nurga all. Tööriist peab olema piisavalt terav, et toru ei deformeeruks.

Toru lõigatakse telje suhtes 90º nurga all
Tugevdatud toote serv tuleb puhastada, vabaneda pealmisest kihist ja fooliumist. Ilma selle etapita puutub torude osaks olev alumiiniumfoolium töötamise ajal vedelikuga kokku. Selle tulemusena põhjustab tugevdatud kihi korrosioon õmbluse terviklikkuse rikkumist. Selline ühendus lekib aja jooksul.

Armeeritud torude serv puhastatakse
Armeerimata toodete puhul toru otsas on näidatud keevitamise sügavus, keskendudes liitmiku hülsi pikkusele. Teine oluline punkt torude keevitamiseks ettevalmistamisel on pinna rasvatustamine. Ristmiku töötlemine alkoholiga tagab osade usaldusväärsema kontakti.
Keevitusmasina ettevalmistamine
Enne plasttorude keevitamist on vaja keevitusmasin ette valmistada. Käeshoitav seade on kinnitatud tasasele pinnale. Masina osad peavad olema puhtad ja defektideta. Puhastage neid alkoholis niisutatud lapiga. Kütteelemendid pannakse peale, kui tööriist on välja lülitatud. Torni kasutatakse liitmiku sulatamiseks, hülsi kasutatakse toru sulatamiseks.

Osade kuumutamise aeg keevitamiseks määratakse vastavalt tabelile
Seejärel ühendatakse seade võrku. Samal ajal peaksid seadme korpusel asuvad indikaatorid süttima. Üks neist annab märku, et seade on võrku ühendatud. Teine, pärast vajaliku küttetemperatuuri saavutamist, peaks kustuma. Pärast indikaatori kustumist on soovitav, et mööduks viis minutit ja alles siis alustage keevitusprotsessi. See aeg sõltub ümbritseva õhu temperatuurist ja kestab 10 minutit kuni pool tundi.
Mis on keevitusprotsess?
Pärast seadme kuumutamist pange liitmik toru külge ja sisestage toru hülsi. Seda tehakse samal ajal ja vähese vaevaga.

Pärast seadme kuumutamist pange liitmik toru külge ja sisestage toru hülsi
Selleks, et teada saada, kuidas polüpropüleenist torusid õigesti keevitada, on vaja arvestada kütteaega. Õige periood võimaldab osadel soojeneda vajaliku temperatuurini ja mitte sulada. See sõltub toru läbimõõdust.
Pärast nõutavat ajavahemikku eemaldatakse osad seadmest ja ühendatakse. Sellisel juhul peab toru sisenema liitmikusse rangelt märgini. Selle protsessi käigus on keelatud detaile mööda telge pöörata.

Osade ühendamise käigus on keelatud tooteid mööda telge pöörata
Pärast osade ühendamist ei ole õmblusele mehaaniline mõju lubatud enne, kui see on täielikult jahtunud. Tehnoloogiast lähtudes peaks tulemuseks olema tugev ja tihe õmblus.
Artiklis antakse vajalikud soovitused torude õigeks keevitamiseks koos iga etapi üksikasjaliku kirjeldusega. Neid näpunäiteid praktikas rakendades saate iseseisvalt läbi viia veevarustuse või kütte torujuhtme. Peaasi on valida õiged torud ja järgida protsessi tehnoloogiat. Alles siis töötab polüpropüleenist torujuhe pikka aega ja katkematult.
Kaasaegsetes veevarustus- ja küttesüsteemides pole malmi pikka aega kasutatud. See asendati kerge, kergesti paigaldatava ja mittesöövitava plastikuga. Täna räägime polüpropüleentorude keevitamisest oma kätega algajatele - selle protsessi peamistest etappidest ja selle keerukusest.
Miks on polüpropüleen keevitamiseks parem kui metall?
Mitmesugused põlved ja liitmikud, aga ka polüpropüleenist profiil- ja ümmargused painded on teenitult populaarsed, sest:
- Pärast korralikku keevitamist moodustavad need monoliitsed osad, mis võivad kesta üle viiekümne aasta.
Selles artiklis kirjeldame, kuidas keevitada polüpropüleenist torusid ja milliseid tööriistu peate selleks hankima.
PP-torude ühendamine toimub difusioonkeevitusega, mis hõlmab torude otste pehmendamist kindla temperatuuri mõjul. Küte saavutatakse elektri toimel. Kõigepealt kuumutatakse keevitusmasina osad ise vajaliku temperatuurini, seejärel asetatakse neile mõneks ajaks ühendamiseks vajalikud elemendid ja pärast sulatamist ühendatakse need osad omavahel.
Tuleb märkida, et keevitatud torud ei tohiks oma omaduste poolest erineda.
Propüleentorusid pole keeruline võimalikult hästi keevitada, peamine on teha järgmised sammud:
- Eelsoojendage keevitusseade, toru ja liitmik temperatuurini 260 ºC.
Pidage meeles, et 260 ºC on PP liitmike ja torude sulamistemperatuur.
- Lükake liitmik selgelt mööda ühte telge toru külge.
- Oodake mõni sekund, pärast mida ühendus loetakse keevitatud, moodustades seega ühe elemendi.

Saadud viimistletud liitekoht on õmblusteta, kuna keevitamisel ühendatakse kahe elemendi konstruktsioonid üheks tükiks. Seega on kvaliteetse ühenduse saamisel lihtne polüpropüleenist toru keevitada parimal võimalikul viisil.
Tööriistad PP-torude keevitamiseks
Enne polüpropüleenist torude keevitamist, näiteks veevarustussüsteemi jaoks, peate hankima standardse tööriistade loendi.
Komplekt peaks koosnema:
- otse, jootekolb;
- ruletid;
- käärid;
- kinnituspoldid düüside kinnitamiseks jootekolvi külge;
- hoone tase;
- augu kontrolli mall;
- kuusnurk.
Keevitusseadme võimsus võib olla kuni 1,5 kW, samas kui see saab toite 220-voldist võrgust. Selle kerge kaal muudab selle hõlpsaks ühest kohast teise kaasaskandmiseks ning tänu ergonoomilisele käepidemele on jootekolbi lihtne juhtida paljudes asendites.

Vahetult pärast jootekolvi sisselülitamist süttib punane LED, mis kustub kohe pärast vajaliku temperatuuri saavutamist. See on signaal, et saate tööriista kasutama hakata.
Erinevad düüsid
Osad, mis soojendavad otse kontakti kaudu torude ja liitmike pindu, on düüsid. Standardkomplekt sisaldab reeglina otsikuid, mille sektsioonid varieeruvad 16-40 mm.
Mittestandardseid suuri otsikuid saab alati juurde osta vastavatest kauplustest.
Teflonkate takistab sulaplasti kleepumist keevitusmasina külge. Samal ajal avaldab selliste düüside pind plastikule positiivset mõju, pakkudes kvaliteetset ühendust. Kuid ärge unustage, et otsikute teflonkate tuleks alati puhtana hoida.

Düüs koosneb kahest elemendist:
- auguga element - PP-torusse sisestamiseks;
- väljaulatuva silindri kujul olev element - liitmiku kinnitamiseks.
Liitmik ja toru pannakse peale vähese vaevaga, misjärel need kuumutatakse temperatuurini 260 ºC, samal ajal soojeneb liitmiku sisepind ja toru välispind. Düüside kinnitamine toimub komplektis olevate poltide abil.
Tasub teada, et jootekolvi kasutamise ajal võivad poldid lahti tulla, mistõttu tuleb neid aeg-ajalt pingutada.
Poltide pingutamiseks on komplektis spetsiaalne kruvikeeraja või kuusnurk. Düüsid tasub paigaldada alles enne aparaadi soojendamise algust ja neid tuleks kuumutamisel vahetada ainult erijuhtudel.
Torude lõikamine enne keevitamist
Enne polüpropüleenist torude keevitamist tuleb need soovitud pikkusteks lõigata. Kui toruosa ei ületa 32 mm, on vaja käärid, mille terad on valmistatud roostevabast terasest. Reeglina on nendega kaasas aastane garantii, kui ainult neid kasutati sihtotstarbeliselt.

Väärib märkimist, et turult leiate käärid, mis võimaldavad lõigata torusid, mille sektsioonid ulatuvad 63 mm, ja torusid, mille läbimõõt ületab selle läve, saab alati lõigata rauasaega.
PP toru keevitamise järjekord
Et paremini mõista, kuidas polüpropüleenist torusid õigesti keevitada, peaksite lähemalt uurima jootekolvi tööks ettevalmistamise järjekorda.
Sammud on järgmised:
- Ühendage seade võrku - süttivad toiteindikaator ja temperatuuri regulaatori indikaator.
- Kui termostaadi indikaator põleb, võib arvata, et kütteprotsess on pooleli, see protsess kestab tavaliselt 10-12 minutit.
- Esimesel kütmisel kulub rohkem elektrit – düüsid jõuavad temperatuurini 300-320 ℃. Kui hakkate seda kohe kasutama, ei deformeeru plast nii nagu peaks. Vaata ka: "".

Sellega seoses peaksite ootama, kuni kütteindikaator süttib ja kustub uuesti. Alles pärast seda võite jätkata PP-torude keevitamist oma kätega.
Keevitamine toimub järgmises järjestuses:
- Toru asetatakse sobivasse otsikusse.
- Liitmik asetatakse vastasküljelt silindrilisele eendile. Mõlemal juhul on vaja õrna survet.
- Mõlema käega hoiavad need kaks elementi selles asendis nii kaua, kuni tehnoloogia seda nõuab (rohkem: ""). .

Kuumutamise kestus, sellele järgnev konstruktsioonide ühendamise aeg ja jahutamine määratakse polüpropüleentoru ristlõike ja keevitussügavuse järgi. Ligikaudsed väärtused leiate alati vastavatest viitetabelitest.

Polüpropüleenist torude keevitamisel tuleks meeles pidada järgmisi nüansse:
- Valmis ühendus saavutab maksimaalse töökindluse ainult siis, kui järgitakse rangelt kütte kestuse soovitusi.
- Pikaajaline kontrollimatu kuumutamine võib põhjustada polüpropüleeni sulamist ja keevitatavate elementide kahjustamist.
- Kuumutamine, mille kestus ei vasta tabelile ja on väiksem, põhjustab elementide ebapiisava sulamise. Selle tulemusena lekivad ühendused ja lekked mõni aeg pärast süsteemi töö algust. Vaata ka: "".

PP-torude keevitamise käigus on võimatu:
- liigutada osi erinevates suundades, välja arvatud elementide peale- ja mahavõtmise telg;
- kohe pärast osade ühendamist proovige parandada nende paigutust - see vähendab ühenduskoha läbimõõtu;
- proovige muuta toru kuju (pain), kui ühendus jahtub.
Eespool oleme andnud teavet selle kohta, kuidas polüpropüleenist torusid oma kätega korralikult keevitada. Sellest, mida me loeme, võime järeldada, et selles protsessis pole midagi rasket. Põhireegel on ette valmistada vajalik tööriist ja keevitada vastavalt väljatöötatud tehnoloogiale ja juhistele, järgides selgelt seadme, elementide soojenemisaega ja sellele järgnevat dokkimist.
Üks parimaid viise vanade torujuhtmeelementide asendamiseks või uue paigaldamiseks on polüpropüleenist torude paigaldamine oma kätega. Töö ei võta palju aega, kui majas on torud ise, vajalik liitmike komplekt ja polüpropüleentorude keevitusmasin. Sõna otseses mõttes poole tunni pärast on võimalik uut süsteemi kasutada.
Seda keevitustehnoloogiat nimetatakse pistikupesaks (hülsiks). Torud ühendatakse mitte põkk-otsaga, nagu metallist, vaid täiendavate adapterite kaudu - liitmike abil, millega servad joodetakse temperatuuril 260 kraadi. Samuti on olemas adapteri liitmikud keevisühendusest keermestatud ühenduseni.
Seadmed keevitamiseks  Polüpropüleeni liitmike sordid
Polüpropüleeni liitmike sordid
Täisväärtuslikuks tööks on vaja järgmist tööriistade loendit.
- Keevitusseadmed (masin polüpropüleenist torude keevitamiseks, spetsiaalne raud, jootekolb)
- Jootekolvi otsikute komplekt (kõige populaarsemad mudelid on 20 mm)
- Spetsiaalsed käärid või rõngaslõikur. Väikese töömahuga saab hakkama ka tavalise sae/noaga
- Pardel kontuuri eemaldamiseks (vajalik tugevdatud katte eemaldamisel, kui see on olemas)
- Chamfer. Kasutatakse ebakvaliteetse kontuuri (kaltsud) korral, et plastik ei punniks. Kuid spetsiaalsete kääride kasutamisel seda ei juhtu. Vajadusel saate teritaja oma kätega teha, joottes noa tera liitmikusse 45 ° nurga all
Kodune polüpropüleeni keevitusmasin
Polüpropüleenist torude jootekolvide hind algab 1000 rublast. Kui töömaht ei ole nii suur ja on soov raha kokku hoida, saate jootekolbi valmistada oma kätega.
Selleks vajate:
- vana raud - 0 rubla;
- kahepoolne otsik soovitud suuruse jaoks - 250 rubla;
- arvuti termopasta - 140 rubla;
- puur, puur metalli jaoks ja sobiva läbimõõduga seibiga polt.


- Kruvige otsik triikraua talla külge, määrides selle otsad hea soojusülekande tagamiseks termopastaga.
- Otsustage eelnevalt, kuidas on mugavam töötada, ja kinnitage otsik suurema poolega üleval või vastupidi. Oluline on seda kõigepealt teha, sest kui triikraud on kuum, on seda raske vahetada.
- Saagige ära triikraua terav ots, et seina vastu oleks lihtne töötada.
- Enne kasutamist soojendage triikrauda paar minutit ja oodake, kuni see teist korda kuumuse sisse lülitab.
- Düüsi temperatuur peaks olema 260°-270°C. Kui temperatuuriandurit pole, saate seda ligikaudu mõõta plii ja tina abil. Tina (jootmiseks) peaks hästi sulama, selle sulamistemperatuur on 231 °C ja plii hakkab sulama alles 327 °C juures.
Videotund
Videojuhis näitab, kuidas polüpropüleenist torusid keevitatakse.
Paigaldusjuhised

- Enne töö alustamist on oluline kindlaks määrata torude asukoht. Soovitav on teha plaan paberil, et vähendada keevitamise arvu "kaalu järgi". Palju mugavam on põhielemendid lauale kokku panna ja seejärel mitmes etapis süsteemi kinnitada.
- Polüpropüleenist torude ühendamiseks soojendatakse elementide servi. Ühenduses köetakse sisesein, väljast torusid. Selleks asetatakse need peaaegu täielikult jootekolvi otsikule ja hoitakse mitu sekundit.

- Pärast seda ühendage elemendid kohe õiges suunas. Vajadusel on teil paar sekundit aega, et need tsentreerida, tavaliselt silma järgi. Sel juhul ei saa te neid üksteise suhtes sees keerata. Keevitusaeg sõltub plastiku paksusest ja õmbluse laiusest.

- Kuumutatud polüpropüleen seguneb ristmikul ja keevitub kindlalt, kui seda kuumutatakse õige temperatuurini. Samuti ei saa seda liiga kaua jootekolvi peal hoida, plastik võib lekkida, kanali siseläbimõõt väheneb, ühenduse tihedus katkeb.
Enne polüpropüleenist torude jootmist avage kindlasti liitmiku kraan, vastasel juhul surub õhk selle jootekolbi otsikust välja.
- Õige ühenduse korral peaks osa plastikust ühtlaselt välja tulema, moodustades ühendusele kerge sissevoolu. Kui riietumisel tekivad probleemid ja plastik tugevalt paindub, tuleb serv faasida.
Saksa normi DVS-2207-1 kohaselt peaks polüpropüleentorude eemaldamise nurk olema 15° ja süvend 2-3 mm. Venemaal peetakse standardiks 45° kaldnurka ja 1/3 paksust süvendust. Tegelikult sobib iga kaldenurk nendes piirides. Peaasi, et see oleks ühtlane.
 Manuaalne torulõikur
Manuaalne torulõikur - Keevitusmasin jootmiseks peab seisma alusel (spetsiaalne klamber). Regulaatoril on vaja seada temperatuur 260°C peale, kuid töö kiiruse huvides saate seda tõsta 280°C-ni. Muud temperatuurid põhjustavad ebausaldusväärse ühenduse, nii et seadme ostmisel ei ole vaja valida termostaadiga mudelit.
- Elemente on kütteotsikule raske panna, kuna neil on suurem raadius. Riietumisel saad neid veidi mööda telge pöörata, et otsikut oleks lihtsam peale panna. Siiski on võimatu torusid lõpuni sisestada, et nende otsad sissepoole ei sulaks. Algul tasub selle vältimiseks pliiatsiga märke teha, kuid siis pole soovitud sügavust raske tunda.

- Kui kõik elemendid on kokku pandud, võite alustada keevitamist "kaalu järgi". Tavaliselt on need üleminekud seinte vahel, ühendus akudega, veevarustuse sisselaskeavad.
Tavalised plasttorud sobivad ainult külma veega, need ei ole ette nähtud töötamiseks surve all. Torujuhtmete ja kütte paigaldamisel on vaja kasutada ainult tugevdatud polüpropüleenist torusid. Nende keevitamiseks peate eemaldama osa tugevdusest spetsiaalse pardliga.
 Pardel servade eemaldamiseks tugevdusest
Pardel servade eemaldamiseks tugevdusest - Kui torud sobivad katlaga, ei tohiks läheduses olla plastikut. "Väljas hoidmiseks" juhitakse torud adapteri abil keevisliigendist keermestatud ühenduskohale läbi enam kui 0,5 m pikkuse metalltoru.
- Ärge unustage paigaldada uue toruosa ette sulgeventiil, see aitab remondil või uue punkti paigaldamisel.
- Uue segmendi käivitamine näitab, kas jootmisprotsess läks õigesti. Pärast sulgeventiili avamist ja vee süsteemi laskmist kontrollige kõiki ühendusi lekete suhtes.
Metalli ühendamine polüpropüleeniga

Remonditööde käigus tuleb sageli ette olukordi, kus vanade metalltorudega tuleb ühendada uus polüpropüleeni sektsioon. See ühendus tehakse spetsiaalsete liitmike abil. Kui liitmik on jootekolviga polüpropüleeniga joodetud, siis metalltoruga ühendamisel võite minna kahel viisil. Võite keevitada toru liitmiku külge keevitusmasina abil või lõigata torule keerme ja kruvida liitmiku. Keevitada on lihtsam, kuid vaja on keevitusmasinat, nii et toru on tavaliselt keermestatud. Enne ühistööd puhastatakse rauast osa ja määritakse määrdega.
Polüpropüleentorude kasutamine võimaldab erinevalt kruvimetallist torudest neid seina sisse peita. Kõigepealt on oluline veenduda, et ühendused on tihedad.
Nüüd teate, kuidas polüpropüleenist torusid õigesti jootma, ja saate seda hõlpsalt ise teha. Kõigepealt harjutage väikeste praakidega ja saate kiiresti maja torustikku värskendada.
Küljelt tundub, et polüpropüleenist torude keevitamisel pole midagi eriti keerulist: soojendage, ühendage, jahutage - see on valmis. Praktikas selgub aga, et antud juhul on palju olulisi punkte, mis mõjutavad torude ja liitmike ühendamise kvaliteeti. Nende nüansside tähelepanuta jätmine toob kaasa mitmesuguseid vigu, mis põhjustavad ummistumist, torude lekkimist ja muid probleeme. Osa vigu avastatakse alles paar kuud pärast torujuhtme tööle hakkamist, kui õnnetud meistrid on juba läinud.
Natuke jootmisprotsessist
Polüpropüleenist valmistatud torude ja liitmike keevitamiseks kasutatakse kõige sagedamini termilist polüfusioonimeetodit. Selle olemus on keevitatavate osade kuumutamine teatud temperatuurini ja kiire ühendamine. Osade soojendamiseks kasutatakse spetsiaalset seadet, mida rahvasuus nimetatakse "jootekolbiks". Plasttorude jootmise protsess on videos selgelt esitatud:
Mõned plasttorude jootmiseks mõeldud kütteseadmete tootjad paigaldavad ühele seadmele korraga kaks kütteelementi. (See on tüüpiline Hiina ja Türgi toodangu odavatele mudelitele). Igaühele neist on ette nähtud eraldi lüliti ning iga sellise elemendi võimsusest piisab kindla läbimõõduga torude ja liitmike soojendamiseks. Ärge kasutage kahte kütteelementi korraga, et mitte üle kuumeneda plast, võrku üle koormata ja mitte tarbida liigset elektrit. Teist küttekeha tuleks kasutada tagavarana, mis on vajalik esimese rikke korral.
Kui keevitusseade on varustatud kahe küttekontuuriga, saab need töö alustamisel üheaegselt sisse lülitada, et tööriist kiiremini soojeneda. Seejärel tuleks üks vooluringidest välja lülitada.
Polüpropüleenist torude keevitamiseks mõeldud seadme kasutamine ei nõua erilisi oskusi. Kuid algajad paigaldajad peaksid enne töö alustamist veidi harjutama.
Kuumutatud torumaterjal säilitab plastilisuse mõnda (väga lühikest) aega. Nende sekundite jooksul peate elemendid ühendama ja ühenduse fikseerima, kõrvaldades samal ajal moonutused. Alles “fikseerimisfaasi” lõpus, kui materjal on kaotanud oma elastsuse, saab ühendatud torud lauale asetada.
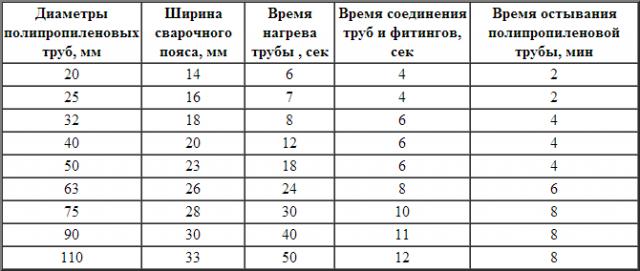
Polüpropüleenist torude soojendamise optimaalseks temperatuuriks peetakse temperatuuri 260 kraadi. Kütteprotsessi ajal on vaja toru materjali piisavalt tugevalt soojendada, et tagada usaldusväärne ühendus. Sellisel juhul ei tohi toru üle kuumeneda, et see oma kuju ei kaotaks. Selleks peaksite jälgima kütteaega. Sõltuvalt torude läbimõõdust võib see olla:
- 20 mm läbimõõduga torude puhul 8-9 sekundit;
- 25 mm läbimõõduga torude puhul 9-10 sekundit;
- 32 mm läbimõõduga torude puhul 10-12 sekundit jne.
Kui toru ei kuumutata vajaliku temperatuurini, on ühendus liiga nõrk ja aja jooksul tekib seal leke. Toru ülekuumenemine võib põhjustada longust ja selle läbilaskvuse vähenemist.

Tabelis on näidatud polüpropüleentorude eeldatav keevitusaeg sõltuvalt nende läbimõõdust. Te ei tohiks neid tähtaegu rikkuda, et tööd mitte rikkuda
Seal on seadmete mudeleid nii temperatuuri reguleerimise nupuga kui ka ilma. Temperatuuri muutmise võimalust tingisid rohkem tootja turunduskaalutlused kui praktiline vajadus. Spetsialistid soovitavad temperatuuri õigesti seadistada (260 kraadi) ja edaspidi mitte muuta, keskendudes kütteajale. Seetõttu sobivad polüpropüleenist torude kvaliteetseks keevitamiseks üsna sobivad "jootekolvide" vanad mudelid, milles pole küttetemperatuuri regulaatorit.
Torud on soojendatud ja ühendatud, nüüd on oluline neid korralikult jahutada. Kinnitusfaasi lõpuleviimiseks kulub sama palju aega kui soojendamiseks. Kogenematud meistrid kiirustavad, peatage protsess enne neid paar sekundit, mis põhjustab ühenduse deformatsiooni. Ärge arvake, et stopper on polüpropüleentorudega töötamiseks hädavajalik. Kogenud meistrid arvutavad kütte-jahutusaja automaatselt, ilma seadmeteta.
Polüpropüleentorude keevitamisel tehtud vigade hulk on üsna ulatuslik. Enamasti on see:
- Saastumine elementide ristumiskohas
- Väike kogus vett, mis on keevitamise ajal materjaliga kokku puutunud
- Toruosade pikaajaline positsioneerimine
- Sobimatu või ebakvaliteetse materjali kasutamine
- Paigaldusreeglite eiramine jne.
Neid vigu pole raske vältida, kui keevitamisel järgitakse täpsust, ettevaatust ja teostajate kõrget professionaalset taset.

Joonisel on skemaatiliselt näidatud polüpropüleenist torude õige ja vale põkkkeevituse välimus. Selliste vigade vältimiseks on vaja järgida paigaldustehnoloogiat
Samuti võib kasulikuks osutuda materjal polüpropüleentorude jootekolvi valimise kohta:
Viga nr 1 - ühendatud elementide mustus ja vesi
Professionaalne paigaldaja peab enne töö alustamist võimaliku saaste eemaldamiseks pühkima kõik keevitatavad osad. Tähelepanu tuleks pöörata ka põranda seisukorrale ruumis, kus keevitus toimub, kuna torud asetatakse põrandale ja neile satub jälle mustus. Vigase toru lahtivõtmisel ei ole harvad juhud, kui kogu ühenduse pikkuses leitakse selge mustusejoon.
Ülejäänud vesi torus võib ühendusele saatuslikuks saada. Mõned tilgad kuumutamisel muutuvad auruks, materjal deformeerub ja kaotab tugevuse. Vee eemaldamiseks torust piisab, kui täita see soolaga või lükata sisse kortsutatud leivapuru. Töö lõppedes tuleks toru muidugi põhjalikult loputada. Selliste vigadega ühendus võib püsida stabiilsena ka survetestimisel, kuid mõne aja möödudes (mõnikord võib kuluda terve aasta) tekib kindlasti leke. Sarnane viga tekib stabiliseeritud torude keevitamisel, kui vahekihilt kile hooletult eemaldatakse. Isegi väike fooliumitükk ristmikul halvendab oluliselt paigalduse kvaliteeti.
Puhtad peaksid olema mitte ainult torud, vaid ka jootekolb. Kapten peaks viivitamatult eemaldama sula polüpropüleeni osakesed oma tööriista kõikidest elementidest, vastasel juhul kukuvad need järgmisele torule.
Viga nr 2 – vale positsioneerimine
Pärast toru kahe kuumutatud osa ühendamist on kaptenil vaid mõni sekund, et need üksteise suhtes õigesti asetada. Mida lühem see periood, seda parem. Ajapiirangu ületamisel muutub deformatsioon pöördumatuks ja vuugi tugevus väheneb.
Kogenematud meistrid püüavad mõnikord keevitamise käigus tekkinud pritsmed kohe eemaldada. Te ei tohiks seda teha, kuna praegune jahutamata ühendus võib kergesti deformeeruda. Eemaldage nälkjad pärast vuugi jahtumist. Ja veel parem on mitte toru üle kuumeneda, siis pritsmed lihtsalt ei ilmu.
Viga nr 3 – vale materjal
Kui paigaldamiseks valitakse odavad madala kvaliteediga polüpropüleenist torud, ei kaitse isegi kõige oskuslikum paigaldus maja omanikke purunemise eest. Parim on osta torud ja liitmikud samalt usaldusväärselt tarnijalt, valida hea firma jne. Ihne maksab kaks korda.
Teine sedalaadi probleem on katse ühendada kaks kvaliteetset erinevate tootjate toru. Selliste elementide keemiline koostis võib varieeruda, seetõttu käituvad sellised torud kuumutamisel erinevalt. Sellistes tingimustes on usaldusväärse ühenduse saavutamine peaaegu võimatu.

Polüpropüleentorude vale jootmise visuaalne tulemus sektsioonis. Madala kvaliteediga materjali kasutamine ja "fikseerimisfaasi" aja mittejärgimine põhjustas ühenduse deformatsiooni
Viga nr 4 – paigaldusreeglite eiramine
Polüpropüleenist torude keevitamise halb kvaliteet on tingitud erinevatest vigadest liitmiku ja toru ühendamisel. Näiteks kui toru pole liitmikusse täielikult sisestatud, tekib selle serva ja liitmiku sisemise tõkke vahele tühimik. Tulemuseks on koht, kus siseläbimõõt on suurem ja seinapaksus planeeritust väiksem. Selle sektsiooni projekteeritud töörõhk ei ole piisavalt kõrge, normaalsed koormused võivad siin olla ülemäärased, mille tulemuseks on leke.
Samuti on vastuvõetamatu kasutada liigset jõudu toru kuumutatud otsa sisestamisel liitmikusse. Sel juhul võib sees tekkida märkimisväärne slumm. Selle tulemusena on torujuhtme läbilaskvus arvutatud väärtustest madalam, mis mõjutab negatiivselt torujuhtme tööd.
Metalli vahetatakse igal pool välja. Põhjuseid on palju: need on vastupidavamad, lihtsamini paigaldatavad ja käsitsetavad ning ei vaja korrosioonivastast töötlust. Kütte- ja soojaveesüsteemide paigaldamiseks on sobivaimad polüpropüleenist torud monteeritud keevitamise teel.
Disaini järgi võivad polüpropüleenist torud olla tavalised ja tugevdatud alumiiniumfooliumiga. Alumiinium suurendab oluliselt süsteemi töökindlust ja vähendab materjali soojuspaisumistegurit. Sõltuvalt polüpropüleentorude keevitamise tingimustest võivad tööde teostamise juhised mõnes detailis erineda, kuid selle põhiolemus jääb muutumatuks.
Seadmed ja tööriistad polüpropüleentorude keevitamiseks
Polüpropüleenist torude paigaldamine keevitamiseks tagab vuukide maksimaalse töökindluse ja tiheduse, tingimusel et töö kvaliteet ja vastavus tehnoloogilistele eeskirjadele.
Kuna keevitamise teel ühendatud torustiku osi ei saa uuesti seedida, tuleks pöörata tähelepanu tööde täpsusele, kasutades nende teostamiseks spetsiaalseid seadmeid ja tööriistu.
Polüpropüleenist torude keevitamiseks kasutatavate tööriistade komplekt on järgmine:
- jootekolb, mida nimetatakse ka keevitusmasinaks;
- erineva suurusega düüside komplekt keevitamiseks (iga otsik koosneb torust liitmiku soojendamiseks ja muhvist toruosa soojendamiseks);
- spetsiaalsed käärid torude lõikamiseks soovitud suurusega osadeks;
- trimmer torude servade töötlemiseks enne keevitamist (kasutatakse alumiiniumfooliumi otstest eemaldamiseks);
Lisaks sellele keevitusseadmele peab teil käepärast olema mõõdulint, nihik ja alkoholimarker. Täieliku tööriistade loendi olemasolu võimaldab teil vältida asjatut askeldamist, kui on vaja kohapeal mõõtmeid määrata ja tööd võimalikult tõhusalt teha.

Seadme põhielement on aparaat polüpropüleenist torude (või jootekolbi) keevitamiseks koos düüside komplektiga. Seade on tavapärase triikrauaga põhimõtteliselt sarnane kütteseade. Seadistatud temperatuuriparameetrite automaatseks säilitamiseks on jootekolb varustatud termostaadiga.
Jootekolvi küttepinnal on augud erineva läbimõõduga düüside kinnitamiseks (keevituskomplekti kuuluvad düüside standardsuurused: 20, 25, 32, 40 mm). Töötamise mugavuse huvides erineva läbimõõduga torud enamikus polüpropüleenist torude keevitamiseks mõeldud masinates on võimalik korraga ühendada mitut tüüpi pihustid.

Keevitustööd
Torude keevitamine pole eriti keeruline ega nõua töövõtjalt eriharidust. Keevitusühenduse tugevuse ja usaldusväärse tihendamise tagamiseks piisab, kui järgida ranget toimingute järjestust vastavalt eeskirjadele.
Ettevalmistustööd
Enne osade keevitamise algust tehtavad ettevalmistustööd hõlmavad järgmisi toiminguid:
- torujuhtme skeemi väljatöötamine;
- torude ja liitmike seintele kinnitamise kohtade määramine;
- vajadusel augud seintesse;
- toruosade märgistamine ja lõikamine vastavalt skeemile ja täismahus mõõtmistele;
- enne torujuhtme lõplikku keevitamist tuleb kõik selle elemendid asetada lauale või põrandale ühendusskeemi kordavas järjekorras, et vältida konstruktsiooni vales järjestuses kokkupanemist ja materjali kahjustamist;
- kui torukonstruktsioonides on alumiiniumfoolium, on vaja seda keevitatavate osade otstest trimmeriga puhastada, et vältida tugevduselemendi kokkupuudet veega;
- keevitatavate toruelementide otstes tuleb markeri abil märkida liitmikusse sisenemise sügavus. Liitmike sügavuse esialgsed mõõtmised tehakse nihikuga. Märgistus võimaldab teil selgelt juhtida toruosa sukeldamist düüsi hülssi, kui osi kuumutatakse jootekolbiga.
Lisaks ülaltoodud meetmetele on enne keevitamist soovitatav ühendatavad osad rasvatustada. Rasvaärastus toimub alkoholiga niisutatud vatitupsuga. Liitmiku sisepindade ja toru välisotste töötlemine tagab torujuhtme elementide parema keevitamise.

Jootekolbi soojendamine töötemperatuurini
Sõltuvalt polüpropüleentorude tüübist ja läbimõõdust on düüsi töötemperatuur erinev. Alumiiniumtugevdusega polüpropüleentorude keevitamine toimub düüsi pinnatemperatuuril 260-300 kraadi.
Selleks, et polüpropüleenist torude keevitamiseks mõeldud jootekolb saavutaks töötemperatuuri, on vaja termostaat sobivasse asendisse seada ja sisse lülitada.
Seadme töövalmidusest annab märku signaalvalgustuse sisselülitamine. Olenevalt jootekolvi tüübist võivad signaalimismeetodid erineda, seetõttu tuleb enne töö alustamist hoolikalt läbi lugeda seadme kasutusjuhend.
Torujuhtme elementide soojendamine
Torujuhtme osade ühendamiseks vastavalt kavandatud skeemile on vaja need sobiva läbimõõduga düüside abil põhjalikult soojendada. Samaaegselt soojendatakse nii toru kui ka liitmikku. Düüsi südamikule paigaldatakse liitmikud ja toru sisestatakse hülsi.
Torujuhtme elementide sisenemine keevitusseadme varrukasse toimub väikese füüsilise pingutuse mõjul. Toru hülssi sisenemise sügavus peab vastama vastava liitmiku eelnevalt tehtud mõõtmistele. Keevitatavate detailide kuumutamisaeg sõltub nende läbimõõdust ja jääb tavaliselt vahemikku 8-16 sekundit.

Torujuhtme elementide ühendamine
Polüpropüleenist torude ja liitmike osade ühendamine tuleks teha võimalikult kiiresti, et vältida kuumutatava materjali temperatuurikadusid. Elementide dokkimine toimub ühe sujuva translatsiooniliigutusega. Liitmiku ja torude pöörlemine nende ühendamise ajal ei ole lubatud.
Torujuhtme sektsiooni ühendatud struktuur tuleb kindlalt fikseerida, kuni polümeermaterjal saavutab tugevuse. Sõltuvalt torujuhtme läbimõõdust võib tardumisaeg olla 10 kuni 20 sekundit. Mõnel juhul on vaja keevitatud osi kuni jahtumiseni fikseeritud olekus hoida.
Pärast materjali keevitamist ja jahutamist saab vuugid puhastada. Töötlemine toimub selleks, et anda keevitatud struktuurile korralik ja esteetiline välimus. Mõnikord võib liigne polümeermaterjali kogunemine takistada torujuhtme osade kinnitamist kinnitusklambritesse.
Allolevas videos selgitatakse selgelt, kuidas polüpropüleentorusid keevitatakse:
Loe ka...
- NSV Liidu haridus: eeldused, etapid, tähendus Millal NSV Liit loodi
- NSV Liidu haridus: lühidalt kõigest Mis viis NSV Liidu moodustamiseni
- Sotsialistlik-revolutsiooniline partei: kes nad on? Nende eesmärgid ja programm. Erakonnad 20. sajandi alguses Sotsialistide-revolutsionääride parteide programmitabel lühidalt
- Vitaprosti rektaalsed ravimküünlad: kuidas ravimit õigesti kasutada Vitaprosti võite võtta ilma arsti retseptita

















