Зварювання поліпропіленових труб інструмент. Пайка поліпропіленових труб: інструкція зі зварювання ПП своїми руками, схеми, нюанси та помилки. Загальний опис технології
Типи труб із поліпропілену
Термін служби виробів залежить від температури середовища та тиску, створюваного в них. При правильному виборі типу матеріалу вдається суттєво продовжити його експлуатаційні можливості.
Виділяють 4 різновиди трубних матеріалів, що мають різні характеристики, залежно від температури їх експлуатації.
Матеріали марки PN10 належать до виробів, призначених для холодного водопостачання. Вони не здатні витримувати високу температуру середовища. Другий тип з маркуванням PN16 відноситься до виробів змішаного типу та призначений для холодного та гарячого водопостачання, але з обмеженням температури експлуатації. PN20 та PN25 є матеріалами, призначеними для гарячого водопостачання. Такі трубопроводи здатні витримувати дію високих температур, а вироби під маркуванням PN25 додатково армовані металом, що збільшує їх термін служби та здатність витримувати великий тиск та температурний режим.
Комплект для зварювання труб
Якщо зварювання поліпропіленових виробів доводиться проводити регулярно, то доцільно придбати спеціальний зварювальний комплект, який одразу продається у відповідній валізці. Середня вартість його становить близько ста доларів, а складається він із:
- нагрівального елемента;
- тефлонових насадок різних розмірів;
- ножиць для різання поліпропіленових труб;
- болтів, якими кріпляться на нагрівальному елементі насадки;
- рівня;
- підставки для нагрівального елемента;
- шестигранника для закрутки болтів.
У випадку ж, коли зварювальні роботи виробляються час від часу, більш раціонально взяти зварювальне обладнання в оренду.
Види та призначення
Труби з поліпропілену можуть бути чотирьох кольорів – зелені, сірі, білі та чорні. Відрізняються характеристиками лише чорні – вони мають підвищену стійкість до ультрафіолету та використовуються при прокладанні системи поливу по ґрунту. Всі інші мають схожі властивості і прокладаються в приміщеннях або закопуються в ґрунт.
За призначенням поліпропіленові труби бувають наступних видів:
- Для холодної води (температура +45°C). Відрізнити їх легко по поздовжній смузі блакитного кольору.
- Для гарячого водопостачання (нагрівання до +85°C). Відмінна риса – смуга червоного кольору.
Універсальні (максимальне нагрівання до +65-75°C залежно від виробника). Наноситься дві смуги поряд - блакитна та червона.
Як для холодної, так і гарячої води є труби з різними характеристиками. Відображається це у маркуванні:
- PN10 використовуються виключно в системах холодного водопостачання (+45°C) з низьким тиском (до 1 МПа). Мають невелику товщину стінок. Для багатоповерхівок не підходять.
- PN16. Часто маркуються як універсальні, але найчастіше використовують для холодної води - витримують нагрівання середовища до +65°C та тиск до 1,6 МПа.
- PN20. Товстостінні труби, які можуть транспортувати середовище з температурою до +80°З, витримують тиск до 2 МПа. Використовуються для розведення гарячої води та системи опалення.
- PN25. Це армовані поліпропіленові труби (фольгою чи скловолокном). За рахунок наявності армуючого шару часто мають меншу товщину стінок, ніж PN20. Температура нагрівання середовища – до +95°C, тиск – до 2,5 МПа. Застосовуються для гарячого водопостачання та опалення.
Всі вони випускаються різних діаметрів - аж до 600 мм, але в квартирах та приватних будинках використовуються в основному розміром від 16 мм до 110 мм.
Зверніть увагу, що вказується внутрішній діаметр, оскільки товщина стін може бути різною.
Етап другий. Зварювання поліпропіленових труб

Для цієї процедури знадобиться електричний лобзик (різання поліпропілену) та спеціальне зварювальне обладнання.

Крок перший.
Поки апарат розігрівається, проводяться необхідні вимірювання, труби розмічаються та нарізаються.

Крок другий.
Торці виробів, які планується з'єднати між собою, ретельно зачищаються та знежирюються.
Крок третій.
За допомогою олівця відзначається глибина входження кожного виробу у гільзу. Характерно, що при цьому повинен залишатися мінімум міліметровий проміжок, тому труби не впираються в сполучну муфту фітинга.

Крок четвертий.
ПП трубу з фітингом надягають на гільзу відповідно до зроблених позначок, причому нагрівання всіх елементів має відбуватися одночасно.
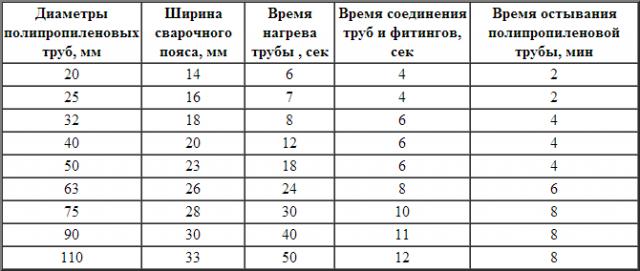
Тривалість нагріву залежить не тільки від діаметра виробів, а й від глибини зварювання (про це можна дізнатися з наведеної нижче таблиці).

Крок п'ятий.
Після закінчення певного терміну вироби знімаються і з'єднуються, з незначним зусиллям сідаючи один на одного. Заборонено при цьому повертати елементи осьової лінії.

Крок шостий.
Протягом кількох секунд після з'єднання виконується первинне коригування, далі елементи фіксуються остаточно.

Якщо місці з'єднання не залишилося ніяких зазорів, його (з'єднання) вважатимуться якісним.
Виготовлення зварювального апарату
Зважаючи на те, що більш-менш хороший коштує понад тисячу рублів, дешевше взяти його в оренду або зробити самому. Якщо було обрано останнє, то для роботи слід підготувати:

Послідовність дій має бути наступною.
Крок перший.
З метою покращення теплопередачі підошва праски обробляється термальною пастою, потім фіксується тефлонова гільза. Розташування останньої визначається заздалегідь – широкою частиною вгору чи вниз.
Крок другий.
Спилюється гострий «носик» для зручнішої роботи біля стін.
Крок третій.
Нагрів праски проводиться до тих пір, поки пристрій не вимкнеться вдруге.
Крок четвертий.
Добре, якщо праска обладнана термодатчиком – це дозволить з точністю визначити температуру нагріву. Але є й простіший спосіб – за допомогою свинцю. Цей метал плавиться при 230?С і вище, що приблизно збігається з необхідною для зварювання температурою.
Подальша технологія ідентична описаній вище.
Необхідні інструменти
самі поліпропіленові труби;
Спеціальний апарат для зварювання таких труб;
Зварювальний апарат
Ножування для їх різання, спеціальний різак часто продається в комплекті зі зварювальним апаратом, при великих обсягах робіт можна використовувати кільцевий різьбяр або спеціальні ножиці;
Знежирювач (етиловий або ізобутиловий спирт); ацетон у разі застосовувати заборонено, оскільки він здатний розм'якшувати пластик;
Фаскосниматель: його внутрішня частина нагадує точилку для олівців, проте, оскільки фаска повинна зніматися рівно, ножі розташовані під іншим кутом; замінити фаскознімач можна звичайним напилком та ножем;
 Фаскознімач для пластикових труб
Фаскознімач для пластикових труб
Шейвер: інструмент для зняття армованого шару (якщо наші труби мають шар армування).
 Шейвер
Шейвер
Порада.
Труби, що підходять близько до котла опалення (на відстань ближче за півметра), повинні бути виготовлені тільки з металу. З поліпропіленом їх з'єднують за допомогою перехідників із зварного з'єднання на різьбове.
Робота з трубами з поліпропілену
Сьогоднішня система монтажу труб з поліпропілену включає всі необхідні елементи для з'єднання труб всіляких розмірів, обводи, арматуру, кріплення і включення. Процес складання досить простий і за наявності необхідних навичок відбувається швидко.
Комплект елементів можна підібрати так, як вам хочеться, так що в результаті вийде унікальна система. Складність та комплектація залежить тільки від уподобань та побажань замовника, тобто вас. Єдиною особливістю, яку деякі належать до недоліків поліпропілену, є зварний метод з'єднання. Після зварювання вже неможливо роз'єднати труби та виправити помилку. Тому потрібно заздалегідь все продумати та постаратися уникнути неточностей у діях.
Якщо розбити процес зварювання труб на окремі кроки, то він виглядатиме так:
- Паяльником для поліпропілену необхідно нагріти обидві деталі, які ви хочете прикріпити одна до одної.
- Після цього треба з'єднати нагріті деталі;
- Через невеликий проміжок часу вийняти з апарата елементи, що вже скріплені між собою.
Зварювання забезпечує елементам настільки міцне з'єднання, що роз'єднати деталі, не зламавши їх практично неможливо. Ось чому поліпропіленові труби вважаються якісними, довговічними та здатні витримувати практично будь-який тиск.
Основні етапи роботи
1. Беремо трубу потрібного розміру.
2. Очищаємо її краї від задирки, утворених при різанні, напилком або фаскознімачем.
3. Олівцем відзначаємо на кінці труби (див. фото), яку ділянку нам необхідно розплавити, тобто намічаємо те місце, куди надіватиметься фітинг.
 Намічаємо олівцем місце спайки
Намічаємо олівцем місце спайки
4. Обробляємо трубу та фітинг знежирювальним складом.
5. Міцно фіксуємо до столу зварювальний апарат.
6. У комплект входять насадки різного діаметра. Беремо необхідні насадки (одну для фітингу та одну для труби) і кріпимо їх з обох боків апарата.
7. Виставляємо температуру 260 °.
8. Як тільки лампочки згасли (це означає, що апарат достатньо нагрівся), можна приступати до роботи. Середній час його нагрівання 2-3 хвилини.
9. Надягаємо на гарячі насадки (їх дві) фітинг та трубу до олівцевої позначки. Занадто тиснути на частини, що зварюються або обертати їх не слід.
 Стиковий зварювальний апарат. Фітинг та труба надягають на гарячі насадки
Стиковий зварювальний апарат. Фітинг та труба надягають на гарячі насадки
10. Відраховуємо належну кількість часу. Час нагріву завжди вказується в інструкції. Наприклад, для 25-міліметрової труби воно рівно 7 секунд).
 Час нагрівання апарату залежить від діаметра труби
Час нагрівання апарату залежить від діаметра труби
11. Швидко та акуратно знімаємо нагріті деталі, трохи притримуючи зварювальний апарат.
12. З'єднуємо їх один з одним. Надмірний тиск на них або обертання також неприпустимі.
13. Чекаємо кілька секунд.
14. Якщо ми зробили все правильно, отримуємо ідеально рівне однорідне з'єднання.
Армований шар на відрізку з'єднання слід видаляти обов'язково, інакше з'єднання буде неоднорідним та неміцним;

При покупці апарату не обов'язково витрачати зайві гроші і купувати модель з терморегулятором, адже нам знадобиться один-єдиний температурний режим в 260 ° С; використання інших режимів може призвести до неякісного з'єднання;
Вода трубами повинна проходити вільно; щоб у місці спайки не утворилася перешкода у вигляді застиглого пластику, не слід при з'єднанні занадто давити на розплавлені деталі; проте слабкий тиск теж неприпустимий – довжини з'єднання для надійного кріплення буде недостатньо; це може призвести до утворення завихрення та падіння тиску в системі;
Основне правило такого паяння: першим на насадку надівається фітінг, а лише потім труба; відлік часу починається тоді, коли обидві деталі виявляться на апараті;
Поліпропілен схоплюється за 4-8 секунд, але одразу відпускати його не варто – щоб він остаточно застиг, почекати потрібно 20-30 секунд;
Деталі при охолодженні повинні бути нерухомими, щонайменше зрушення може порушити герметичність з'єднання; тому до початку паяння краще підготувати спеціальні струбцини для їх фіксації; зробити їх можна з будь-якого бруску дерева чи міцного дроту;
Охолодження отриманого вузла водою чи струменем холодного повітря заборонено – з'єднання буде неміцним;
Не варто розігрівати трубу та фітинг більше за належний час – поліпропілен буде деформуватися; при меншій кількості часу для нагрівання з'єднання деталей буде утруднено;
При правильному зварюванні частина пластику повинна утворити невеликий наплив на муфту;
Перевірити якість своєї роботи можна, розрізавши навпіл з'єднану ділянку; ви повинні побачити в місці стику рівне монолітне з'єднання без деформацій і порожнеч.
Каналізаційна система з ПП труб
Як зазначалося раніше, труби з поліпропілену сьогодні активно використовуються при облаштуванні. Процедура монтажу має свої нюанси.

Внутрішня каналізація
Існує ряд правил, яких потрібно дотримуватись при обладнанні каналізації в будинку.
- Трубопровід укладається під нахилом у напрямку каналізаційного стояка (близько 3 см на погонний метр).
- Якщо приміщення не опалюється, труби додатково утеплюються мінеральною ватою.
- Не можна виконувати різкі повороти під кутом в 90, замість цього використовуються так звані напіввідводи.
- Вентиляція фанового типу – обов'язкова складова каналізації, яка запобігатиме проникненню неприємного запаху в житло.
- Унітаз підключається лише після раковини, інакше станеться зрив водяного затвора.
Зовнішня каналізація

Крок перший.
Визначається діаметр труб, що залежить переважно від кількості людей, які мешкають у будинку.
Крок другий.
Від стояка каналізації риється траншея до септика або вигрібної ями. При цьому дотримується ухил, що залежить від лінії промерзання ґрунту, або трубопровід утеплюється мінватою.


Крок третій.
Дно покривається «подушкою» із піску. Її товщина має становити мінімум 20 см.
Крок четвертий.
Прокладається трубопровід
Важливо уникати можливих його провисань, інакше з'єднання незабаром руйнуватиметься. Горизонтальне буріння траншеї для трубопроводу виконується за допомогою спеціального обладнання з домкратами-насосами натискної дії
Буріння відбувається за допомогою сталевого конусоподібного наконечника. Подібна технологія використовується при будівництві:
Горизонтальне буріння траншеї для трубопроводу виконується за допомогою спеціального обладнання з домкратами-насосами натискної дії. Буріння відбувається за допомогою сталевого конусоподібного наконечника. Подібна технологія використовується при будівництві:
- авто- та залізничних доріг;
- трубопроводів у підвали;
- магістралей до робочих колодязів.
Монтаж ПП трубопроводу своїми руками допоможе суттєво заощадити, але лише за умови грамотного виконання.
Вироби з поліпропілену використовують, як правило, при створенні дренажних та зрошувальних систем, а також під час прокладання водопроводу або облаштування системи опалення. Поліпропілен відноситься до класу поліолефінів, а це означає, що вся виготовлена з цього матеріалу продукція відрізняється високим ступенем екологічної безпеки.
Крім того, водовідведення з поліпропілену здатні прослужити дуже довго, при цьому витрати на їхню експлуатацію будуть мінімальними. Однак, працюючи з такими виробами необхідно знати, як зварювати поліпропіленові труби таким чином, щоб уникнути їх деформації
і запобігти появі течі.
Зварювання своїми руками
Роботу слід виконувати у приміщенні з гарною вентиляцією. Поліпропілен при нагріванні здатний виділяти токсичні речовини, які можуть заподіяти шкоду здоров'ю, викликаючи отруєння.
Поетапна інструкція зі зварювання:
- Спочатку на паяльник встановлюють необхідну насадку правильного розміру;
- Для плавлення поліпропілену повинна бути досягнута температура 260 градусів;
- Готують деталі для з'єднання, проводять їх очищення та правильне розміщення;
- Потім запускається у роботу паяльник;
- Необхідно почекати необхідний час для нагрівання, а про це сигналізує зелене забарвлення датчика.
 При паянні апарат краще ставити так, щоб він стійко стояв
При паянні апарат краще ставити так, щоб він стійко стояв
Потім труба і фітинг одночасно надягають на болванку та паяльний інструмент. Труба вставляється всередину болванки. Фітинг розміщується на зовнішній стороні. Він засовується до упору, а труба – до готової позначки. Головне – правильно витримати час.
Якщо інструмент прогріється погано, то рівень дифузії буде невеликий, а це порушить якість сплаву. А більша температура призведе до перегріву деталей. Оптимальний час залежить від діаметра труби та фітингів.
Після нагрівання важливо одразу виконати стикування. Головне правило процедури - дотримання стерпності
Перші кілька секунд дають змогу провести корекцію, але робити повороти забороняється. При цьому потрібно не поспішати і не зволікати, дотримуючись золотої середини.
Етап третій. Монтаж трубопроводу


При прокладанні магістралі знадобляться:
- труби;
- трійники;
- шарові крани;
- заглушки;
- перехідники;
- відводи;
- муфти;
- роз'ємні сполучні елементи;
- різьбові фітинги;
- пластикові хомути.
Насамперед проводиться монтаж основних елементів системи (сантехніки, радіаторів, котлів та ін.), після чого відповідно до складеного проекту розмічується майбутня магістраль. Елементи трубопроводу з'єднуються між собою за допомогою муфт.
Якщо йдеться про опалення або гаряче водопостачання, то враховується термальне розширення. Для компенсації останнього бажано використовувати рухомі сполуки. При монтажі закритого трубопроводу спочатку штробуються стіни (у відповідних місцях проходить канавка шириною в два діаметри труби).
Заповнення трубопроводу рідиною допустимо лише після закінчення однієї години після закінчення монтажу. Гідравлічне випробування можна проводити лише за добу.



Чому поліпропілен
Сьогодні виробники труб пропонують величезний асортимент продукції для прокладання водопроводу, каналізації або монтажу систем опалювальних. Можна придбати металопластикові, металеві або поліпропіленові труби. Сьогодні все більше споживачів воліють вибирати поліпропіленові труби, які мають масу переваг:
- не зазнають корозії;
- прості у встановленні;
- не потребують постійного ремонту;
- довговічні та надійні в експлуатації;
- можуть бути прокладені всередині стіни чи підлоги;
- коштують значно дешевше, ніж металеві труби.
Поліпропіленові труби можна використовувати для встановлення систем опалення, водопровідних труб і каналізації.
Які труби підійдуть саме вам
Щоб вибрати поліпропіленові труби, необхідно знати:
- умови, у яких труби експлуатуватимуться;
- тиск рідини в системі та її температуру;
- необхідну пропускну здатність виробу, що визначає робочий діаметр.
Поліпропіленові труби мають спеціальне маркування, що залежить від призначення виробу.
- PPH
- Вентиляція, холодне водопостачання. - PPB
- Системи холодного водопостачання, опалення. - PPR
– системи гарячого та холодного водопостачання, опалення.
Труби з маркуванням PPR
- Універсальні. Тому найбільш популярні. Вони мають високу стійкість як до високих, так і негативних температур.
Етап перший. Складання проекту
Монтажні роботи слід розпочати зі складання проекту майбутньої магістралі. Важливим критерієм при цьому є ергономічність, внаслідок чого кількість поворотів та сполучних елементів має бути мінімальною.

При облаштуванні опалювальної системи особливо важливий грамотно складений проект, в якому слід вказати місце розташування таких елементів, як:
- муфти;
- перехідники;
- кріплення;
- куточки;
- опалювальне обладнання.
Магістраль приєднується до радіаторів одно-або двотрубним способом, збоку або знизу.

Водопровідне розведення

Тут магістраль підключається до централізованої системи з метою водопостачання необхідних сантехнічних приладів – унітазу, раковин, бойлерів та ін. Існує два способи виконання розведення.
Спосіб №1.
Відкритий варіант. Горизонтальні труби встановлюються трохи вище за рівень підлоги, а вертикальні – виключно по кутах. Все це дозволяє зробити трубопровід менш помітним.
Спосіб №2.
Закритий варіант. Вкрай складний у виконанні, оскільки передбачає попереднє проведення максимально точних розрахунків. Труби (обов'язково цілісні) замуровуються у стіни, а до кожного стику має бути вільний доступ.

Крім того, розведення водопроводу може бути:
- послідовного типу (найбюджетніший і найпростіший у виконанні варіант);
- колекторного типу (при подачі води застосовується колектор);
- з прохідними розетками (мало популярний).
Етапи робіт процес зварювання
Відмірявши необхідну довжину труби, роблять на ній мітку маркером. Труборізом або ножицями обрізають виріб під кутом 90° до осі. Інструмент має бути досить гострим, щоб труба не деформувалася.

Трубу обрізають під кутом 90º до осі
Край армованого виробу необхідно зачистити, позбавившись верхнього шару і фольги. Без цього етапу алюмінієва фольга, що входить до складу труб, в процесі експлуатації стикається з рідиною. Через війну корозія армованого шару призведе до порушення цілісності шва. Таке з'єднання згодом дасть текти.

Край армованих труб зачищають
Для неармованих виробів кінці труби позначають глибину зварювання, орієнтуючись на довжину муфти фітинга. Ще одним важливим моментом підготовки труб до зварювання є знежирення поверхні. Обробка місця з'єднання спиртом забезпечить надійніший контакт деталей.
Підготовка зварювального апарату
Перед тим, як зварити пластикові труби, необхідно підготувати зварювальний апарат. Ручний пристрій закріплюють на рівній поверхні. Деталі апарату мають бути чистими та без дефектів. Очищають за допомогою матерії змоченої спиртом. Нагрівальні елементи надягають при вимкненому інструменті. Для оплавлення фітинга використовують дорні, для оплавлення труби - гільзу.

Час нагріву деталей для зварювання визначають за таблицею
Потім апарат включають до мережі. При цьому повинні спалахнути індикатори, що знаходяться на корпусі агрегату. Один із них сигналізує про те, що прилад підключено до мережі. Другий після досягнення необхідної температури нагріву повинен згаснути. Після того, як згасне індикатор, бажано, щоб минуло хвилин п'ять і тільки тоді починати процес зварювання. Цей час залежить від температури навколишнього середовища і триває від 10 хвилин до півгодини.
Із чого складається процес зварювання?
Після нагрівання апарата насадити фітінг на дорн, а трубу вставити в гільзу. Робиться це одночасно і з невеликим зусиллям.

Після нагрівання апарата насадити фітинг на дорн, а трубу вставити в гільзу
Щоб знати, як правильно зварювати поліпропіленові труби, необхідно враховувати час нагрівання. Правильний період дозволить деталям розігрітися до необхідної температури та при цьому не розплавитися. Він залежить від діаметра труби.
Через необхідний проміжок часу знімають деталі з апарата і з'єднують. При цьому труба має увійти у фітинг суворо до позначки. Під час цього процесу забороняється повертати деталі осі.

У процесі з'єднання деталей забороняється поворот виробів по осі
Після з'єднання деталей не допускається механічного на шов до його повного остигання. За дотримання технології, в результаті повинен вийти міцний і герметичний шов.
У статті наведено необхідні рекомендації про те, як правильно зварювати труби, з докладним описом кожного етапу. Застосувавши на практиці ці поради можна самостійно провести трубопровід для водопостачання чи опалення. Головне правильно вибрати труби і дотримуватися технології процесу. Тільки тоді поліпропіленовий трубопровід служитиме довго і безперебійно.
У сучасних системах водопостачання та опалення чавун давно вже не використовується. Йому на зміну прийшов легкий, зручний у монтажі і не схильний до корозії пластик. Сьогодні ми розповімо про зварювання поліпропіленових труб своїми руками для початківців – основні етапи цього процесу та його тонкощі.
Чому поліпропілен для зварювання краще, ніж метал
Різноманітні коліна та фітинги, а також профільні та круглі відводи з поліпропілену користуються заслуженою популярністю, оскільки:
- Утворять після правильно зварювання монолітні деталі, які здатні прослужити понад п'ятдесят років.
У цій статті ми опишемо, як зварювати поліпропіленові труби і яким набором інструменту для цього потрібно придбати.
З'єднання труб ПП здійснюється методом дифузійного зварювання, яке передбачає розм'якшення закінчень труб під впливом конкретної температури. Нагрів досягається завдяки дії електрики. Спочатку до необхідної температури нагріваються самі деталі зварювального апарату, далі на них надягають на деякий час елементи для стикування, а після розплавлення ці частини з'єднуються один з одним.
Варто відзначити, що труби, що зварюються, не повинні відрізнятися за своїми властивостями.
Зварити пропіленові труби якнайкраще нескладно, головне, виконати такі етапи:
- Прогріти зварювальне пристосування, трубу та фітинг до 260 ºC.
Пам'ятайте, що 260 ºC – температура плавлення фітингів та труб із ПП.
- Насадити фітінг на трубу чітко по одній осі.
- Зачекати кілька секунд, після чого з'єднання вважається звареним, утворюючи при цьому єдиний елемент.

Готове з'єднання, що вийшло, є безшовним, так як при зварюванні структури двох елементів об'єднуються, утворюючи єдину деталь. Таким чином, зварити трубу з поліпропілену якнайкраще, отримавши якісне з'єднання – легко.
Інструментарій для зварювання ПП труб
Перед тим як зварити поліпропіленові труби, наприклад для системи подачі води, потрібно придбати стандартний перелік інструментів.
Набір повинен складатися з:
- безпосередньо, паяльника;
- рулетки;
- ножиць;
- кріпильних болтів для фіксації насадок до паяльника;
- будівельного рівня;
- шаблон для контролю отворів;
- шестигранника.
Зварювальний агрегат може мати потужність до 1,5 кВт, при цьому він живиться від мережі в 220 вольт. Невелика маса дозволяє його легко переносити з місця на місце, а завдяки ергономічній рукоятці паяльником легко оперувати в багатьох положеннях.

Відразу після включення на паяльнику спалахує червоний світлодіод, який тухне відразу після досягнення необхідної температури. Це сигнал, що інструментом можна починати користуватися.
Різноманітність насадок
Деталями, які безпосередньо нагрівають поверхні труб та фітингів за допомогою контакту, є насадки. Стандартний набір зазвичай містить насадки, перерізи яких варіюються від 16 до 40 мм.
Нестандартні ж великі насадки завжди можна придбати додатково у відповідних магазинах.
Покриття з тефлону не дозволяє розплавленому пластику прилипати до зварювального апарату. У той же час і поверхня таких насадок сприятливо впливає на пластик, забезпечуючи якісне з'єднання. Однак не забувайте, що потрібно завжди зберігати тефлонове покриття насадок у чистоті.

Насадка складається із двох елементів:
- елемент з отвором для введення всередину ПП труби;
- елемент у формі циліндра, що виступає – для одягання фітинга.
Фітинг та труба одягаються з невеликим зусиллям, після чого відбувається їх нагрівання до 260 ºC, при цьому у фітингу прогрівається внутрішня поверхня, а труби – зовнішня. Фіксація насадок проводиться болтами, що йдуть в комплекті.
Під час користування паяльником болти можуть слабшати, так що їх потрібно іноді підтягувати.
Для закручування болтів у комплекті передбачена спеціальна викрутка або шестигранник. Встановлювати насадки варто лише на початок нагрівання апарату, які заміну проводити під нагріванням лише у випадках.
Розрізання труб перед зварюванням
Перед тим, як варити поліпропіленові труби, їх потрібно нарізати на потрібні відрізки. Якщо переріз труб не перевищує 32 мм, знадобляться ножиці, у яких леза виконані з високоякісної сталі. Як правило, вони супроводжуються річною гарантією, якщо вони використовувалися за призначенням.

Варто відзначити, що на ринку можна зустріти ножиці, які дозволяють розрізати труби перерізами, що досягають 63 мм, а труби, діаметр яких перевищує цей поріг, завжди можна розрізати ножівкою по металу.
Послідовність зварювання труб ПП
Щоб краще зрозуміти, як правильно варити поліпропіленові труби, слід розглянути послідовність підготовки паяльника до роботи.
Етапи будуть такими:
- Увімкнути апарат у мережу – засвітиться індикатор увімкнення та індикатор регулятора температури.
- Поки індикатор терморегулятора горить, можна судити, що йде нагрівання, зазвичай цей процес триває 10-12 хвилин.
- Перший прогрів використовує більше електроенергії – насадки досягнуть температури 300-320 ℃. Якщо відразу ж почати ним користуватися, пластик деформується не так, як слід. Читайте також: " ".

У зв'язку з цим слід почекати, доки індикатор нагріву не засвітиться і не згасне повторно. Лише після цього можна перейти до зварювання пп труб своїми руками.
Зварювання проводять у такій послідовності:
- Трубу поміщають у відповідну насадку.
- Фітинг одягають на циліндричний виступ із протилежного боку. В обох випадках потрібно робити несильний тиск.
- Обидвома руками ці два елементи утримують у такому положенні стільки, скільки вимагає технологія (докладніше: " "). .

Тривалість нагріву, наступного часу на з'єднання структур, і остигання, визначається перерізом поліпропіленової труби та глибини зварювання. Приблизні значення можна знайти у відповідних довідкових таблицях.

У процесі зварювання труб із поліпропілену слід мати на увазі такі нюанси:
- Готове з'єднання набуде максимальної надійності лише у разі чіткого дотримання рекомендацій щодо тривалості нагрівання.
- Тривале неконтрольоване нагрівання може стати причиною розплавлення поліпропілену та псування елементів, що зварюються.
- Нагрівання, тривалість якого не відповідатиме таблиці, і буде меншим, стане причиною недостатнього розплавлення елементів. Як результат – негерметичні з'єднання та протікання через деякий час після початку експлуатації системи. Читайте також: " ".

У процесі зварювання ПП труб не можна:
- рухати деталі в різні боки, крім осі одягання та зняття елементів;
- безпосередньо після стикування деталей намагатися покращити їхнє розміщення – це зменшить прохідний діаметр у сполучному місці;
- намагатися змінити форму труби (гнути), коли йде охолодження з'єднання.
Вище ми виклали інформацію про те, як правильно зварити поліпропіленові труби своїми руками. З прочитаного можна дійти невтішного висновку, що у процесі немає нічого скрутного. Основне правило – це заготовити необхідний інструмент та проводити зварювання згідно з розробленою технологією та інструкцією, чітко стежачи за часом прогрівання апарату, елементів та подальшого стикування.
Один із найкращих способів замінити старі елементи трубопроводу або прокласти новий – зайнятися монтажем поліпропіленових труб своїми руками. Робота не триватиме багато часу, якщо в будинку є самі труби, необхідний набір фітингів та зварювальний апарат для поліпропіленових труб. Буквально за півгодини вже можна буде користуватися новою системою.
Така технологія зварювання називається розтрубною (муфтовою). Труби з'єднують не стик у стик, як металеві, а через додаткові перехідники – фітинги, з якими спаюються краї за температури 260 градусів. Також є фітинги-перехідники зі звареного на різьбове з'єднання.
Апарат для зварювання  Різновиди фітингів для поліпропілену
Різновиди фітингів для поліпропілену
Для повноцінної роботи буде потрібно наступний список інструментів.
- Зварювальне обладнання (апарат для зварювання поліпропіленових труб, спеціальна праска, паяльник)
- Набір насадок для паяльника (найпопулярніші моделі по 20 мм)
- Спеціальні ножиці або кільцевий різьбяр. При невеликих обсягах робіт можна обійтися і звичайною пилкою/ножем
- Шейвер для зачистки контуру (потрібно при знятті армованого покриття, якщо воно є)
- Фаскознімач. Його використовують у разі поганої якості контуру (лахміття), щоб не задирався пластик. Але при використанні спеціальних ножиць це не станеться. При необхідності можна зробити точилку своїми руками, впавши у фітинг під 45° лезо ножа
Саморобний зварювальний апарат для поліпропілену
Ціна на паяльники для поліпропіленових труб починається від 1000 рублів. Якщо обсяг роботи не такий великий і є бажання заощадити, можна зробити паяльник своїми руками.
Для цього знадобиться:
- стара праска - 0 руб.;
- двостороння насадка під необхідний розмір - 250 руб.;
- комп'ютерна термопаста - 140 руб.;
- дриль, свердло по металу та болт із шайбою відповідного діаметру.


- Прикрутіть насадку до підошви праски, змастивши торці термопастою для хорошої теплопередачі.
- Заздалегідь визначтеся, як зручніше працюватиме, і закріпіть насадку більшою стороною вгору чи навпаки. Важливо зробити це спочатку, тому що при нагрітій прасці змінити її буде важко.
- Відпиліть гострий кінчик праски для зручності роботи біля стіни.
- Перед роботою прогрійте праску протягом кількох хвилин і зачекайте, поки вона ввімкне нагрівання вдруге.
- Температура насадки повинна бути 260-270°C. Якщо датчика температури немає, можна приблизно виміряти її за допомогою свинцю та олова. Олово (для припою) повинно добре плавитися, температура його плавлення 231°C, а свинець почне плавитися тільки при 327°C.
Відео-урок
Відео-інструкція покаже, як здійснюється зварювання поліпропіленових труб.
Інструкція монтажу

- Перед початком робіт важливо визначитися із місцем прокладання труб. Бажано зробити план на папері, щоб зменшити кількість зварювань «на вазі». Набагато зручніше буде зібрати основні елементи на столі, а потім кілька прийомів закріпити в систему.
- Щоб поєднати поліпропіленові труби, нагрівають краї елементів. Внутрішня стінка нагрівається у муфті, а труби із зовнішнього боку. Для цього їх практично до кінця надягають на насадку паяльника і тримають кілька секунд.

- Після цього одразу з'єднують елементи у потрібному напрямку. У вас буде кілька секунд, щоб при необхідності відцентрувати їх, зазвичай це робиться на око. При цьому не можна крутити їх усередині один до одного. Час зварювання залежить від товщини пластику та ширини шва.

- Нагрітий поліпропілен змішається на місці стику і надійно звариться, якщо його нагріли до потрібної температури. Занадто довго його тримати на паяльнику теж не можна, пластик може потекти, зменшиться внутрішній діаметр каналу, порушиться герметичність з'єднання.
Перед тим як спаяти поліпропіленові труби, обов'язково відкривають кран на муфті, інакше повітря виштовхуватиме його з насадки паяльника.
- При правильному з'єднанні частина пластику повинна поступово вийти, утворивши маленький наплив на муфту. Якщо при одяганні виникають проблеми та пластик сильно загинається, потрібно зняти фаску з кромки.
Згідно з німецькими нормами DVS-2207-1, зачистка для поліпропіленових труб повинна мати кут 15° і заглиблення на 2-3 мм. У Росії її стандартом вважається скіс фаски на 45° і поглиблення на 1/3 товщини. Фактично підійде будь-яка фаска в цих межах. Головне, щоб вона була рівномірною.
 Ручний труборіз
Ручний труборіз - Зварювальний апарат для паяння повинен стояти на підставці (спеціальній струбціні). Потрібно виставити температуру на регуляторі 260°C, але для швидкості робіт можна збільшити її до 280°C. Інші температури призведуть до ненадійного з'єднання, тому при покупці апарата необов'язково вибирати модель із терморегулятором.
- На нагрівальну насадку елементи одягатимуться насилу, тому що мають більший радіус. При одяганні можна трохи покрутити їх по осі, щоб було простіше надіти на насадку. Однак вставляти труби до упору не можна, щоб не оплавилися всередину їх торці. Спочатку, щоб уникнути цього, варто робити позначки олівцем, але потім вже нескладно відчути потрібну глибину.

- Коли всі елементи зібрані, можна розпочати зварювання "на вазі". Зазвичай це переходи між стінами, з'єднання з батареями, введення водопостачання.
Звичайні пластикові труби підходять лише для холодної води, вони не призначені для роботи під тиском. При монтажі трубопроводів та опалення необхідно використовувати лише армовані поліпропіленові труби. Для їхнього зварювання знадобиться зняти частину армування спеціальним шейвером.
 Шейвер для зачистки кромок від армування
Шейвер для зачистки кромок від армування - Якщо труби підходять до казана, поблизу не повинно бути пластику. Щоб його «не підпустити», труби підводять за допомогою перехідника зі зварного з'єднання на різьбове через металеву трубу довжиною більше 0,5 м.
- Не забудьте встановити запірний вентиль перед новою ділянкою трубопроводу, це допоможе при ремонті або встановленні нової точки.
- Запуск нового відрізка покаже, чи правильно пройшов процес паяння. Відкривши запірний вентиль і пустивши воду в систему, перевірте всі з'єднання на предмет протікання.
З'єднання металу з поліпропіленом

При ремонті часто трапляються ситуації, коли до старих металевих труб потрібно приєднати нову ділянку з поліпропілену. Це з'єднання виконується за допомогою спеціальних фітингів. Якщо до поліпропілену фітинг припаює паяльником, то при з'єднанні до металевої труби можна піти двома шляхами. Можна приварити трубу до фітинга за допомогою зварювального апарату, а можна нарізати різьблення на трубі та прикрутити фітинг. Приварити простіше, але потрібний зварювальний апарат, тому зазвичай нарізається різьблення на трубі. Перед операцією по з'єднанню залізний відрізок зачищається і змащується солідолом.
Використання поліпропіленових труб дозволяє сховати їх усередину стіни, на відміну від гвинтових металевих. Попередньо важливо переконатися у герметичності з'єднань.
Тепер ви знаєте, як правильно паяти поліпропіленові труби, і легко зможете зробити це самостійно. Спочатку потренуйтеся на невеликих обрізках, і у вас швидко вдасться оновити водопровід для будинку.
Збоку здається, що у зварюванні поліпропіленових труб нічого особливо складного немає: нагріти, з'єднати, остудити – готове. Однак на практиці з'ясовується, що в цій справі існує безліч важливих моментів, які впливають на якість з'єднання труб та фітингів. Нехтування цими нюансами призводить до різних огріхів, що викликають закупорку, протікання труб та інші проблеми. Частина помилок виявляється лише через кілька місяців після початку експлуатації трубопроводу, коли горе-майстрів вже й слід застудив.
Трохи про процес паяння
Для зварювання труб та фітингів із поліпропілену найчастіше використовують метод термічної поліфузії. Суть його полягає в тому, щоб нагріти частини, що зварюються, до певної температури і швидко їх з'єднати. Для розігріву елементів застосовують спеціальний прилад, що називається в народі «паяльником». Процес паяння пластикових труб наочно представлений у відеоматеріалі:
Деякі виробники нагрівачів для паяння пластикових труб встановлюють на один прилад відразу два нагрівальні елементи. (Це характерно для недорогих моделей китайського та турецького виробництва). Для кожного з них передбачений окремий вмикач, потужності кожного такого елемента вистачає для розігріву труб і фітингів конкретного діаметра. Не слід використовувати два нагрівальні елементи одночасно, щоб не перегрівати пластик, не перевантажувати мережу та не витрачати зайву електроенергію. Другий нагрівач слід використовувати як запасний, необхідний у разі поломки першого.
Якщо прилад для зварювання оснащений двома нагрівальними контурами, їх можна вмикати одночасно на початку роботи, щоб швидше розігріти інструмент. Потім один із контурів слід відключити.
Застосування приладу для зварювання труб із поліпропілену особливих навичок не вимагає. Однак монтажникам-початківцям слід трохи потренуватися перед початком роботи
Розігрітий матеріал труб на деякий (дуже короткий) час зберігає пластичність. Ці секунди потрібно з'єднати елементи і зафіксувати з'єднання, одночасно усуваючи перекоси. Тільки після закінчення фази фіксації, коли матеріал втратить еластичність, можна покласти з'єднані труби на стіл.
Оптимальною температурою для нагрівання поліпропіленових труб вважається температура 260 градусів. У процесі нагрівання необхідно прогріти матеріал труби досить сильно, щоб забезпечити надійне з'єднання. При цьому трубу не можна перегрівати, щоб вона не втратила форму. Для цього слід слідкувати за часом нагріву. Залежно від діаметра труб воно може становити:
- 8-9 секунд для труб діаметром 20 мм;
- 9-10 секунд для труб діаметром 25 мм;
- 10-12 секунд для труб діаметром 32 мм тощо.
Якщо труба не розігріта до необхідної температури, з'єднання буде занадто слабким, згодом утворюється протікання. Перегрів труби може призвести до появи опливів та зниження її прохідності.

У таблиці вказано розрахунковий час зварювання поліпропіленових труб залежно від їхнього діаметра. Не слід порушувати ці терміни, щоб не зіпсувати роботу
Існують моделі приладів з рукояткою регулювання температури або без неї. Можливість варіювати температуру була продиктована швидше маркетинговими міркуваннями виробника, ніж практичною необхідністю. Професіонали рекомендують виставити температуру правильно (260 градусів) і надалі її не змінювати, орієнтуючись на час нагрівання. Тому старі моделі «паяльників», у яких відсутній регулятор температури нагріву, цілком придатні для якісного зварювання поліпропіленових труб.
Труби прогріті та з'єднані, тепер важливо правильно їх остудити. Для завершення фази фіксації необхідно стільки ж часу, скільки і для нагрівання. Недосвідчені майстри дуже поспішають, припиняють процес раніше цих кількох секунд, що викликає деформацію з'єднання. Не варто думати, що для роботи з трубами з поліпропілену обов'язково потрібний секундомір. Досвідчені майстри час розігріву-охолодження розраховують автоматично, без будь-яких приладів.
Спектр помилок, які здійснюються при зварюванні поліпропіленових труб, досить великий. Найчастіше це:
- Забруднення у місці з'єднання елементів
- Невелика кількість води, що потрапила на матеріал у процесі зварювання
- Тривале позиціонування частин труби
- Використання невідповідного або неякісного матеріалу
- Недотримання правил монтажу тощо.
Уникнути цих помилок не складно, якщо при зварюванні дотримується акуратність, обережність та високий професійний рівень виконавців.

На малюнку схематично представлений зовнішній вигляд при правильному та неправильному зварюванні поліпропіленових труб встик. Щоб уникнути таких помилок, необхідно дотримуватися технології монтажу
Вам також може бути корисним матеріал щодо вибору паяльника для поліпропіленових труб: .
Помилка #1 - бруд і вода на елементах, що з'єднуються.
Професійний монтажник обов'язково протирає всі частини, що зварюються перед початком робіт, щоб видалити можливі забруднення. Слід звернути увагу на стан підлоги в приміщенні, де виконується зварювання, оскільки труби кладуться на підлогу, і на них знову потрапляє бруд. При демонтажі несправної труби можна знайти чітку смугу бруду по всій довжині з'єднання.
Залишок води у трубі може стати фатальним для з'єднання. Декілька крапель у процесі нагрівання перетворюються на пару, матеріал деформується і втрачає міцність. Щоб видалити з труби воду, достатньо набити її сіллю або заштовхати всередину зім'ятий хлібний м'якуш. Після закінчення робіт трубу, зрозуміло, слід ретельно промити. З'єднання з такими огріхами може залишатися стабільним навіть при опресуванні, проте через деякий час (іноді може пройти цілий рік) текти обов'язково з'явиться. Подібна помилка зустрічається при зварюванні стабілізованих труб, якщо фольга з проміжного шару видалена недбало. Навіть невеликий шматочок фольги у місці з'єднання суттєво погіршить якість монтажу.
Чистими мають бути не тільки труби, а й паяльник. Майстру слід своєчасно видаляти частинки розплавленого поліпропілену з усіх елементів свого інструменту, інакше вони потраплять на трубу.
Помилка #2 - неправильне позиціонування
Після того, як дві розігріті частини труби з'єднані, майстр має всього кілька секунд, щоб поставити їх правильно відносно один одного. Чим меншим буде цей період, тим краще. Якщо перевищений ліміт часу, деформація стає незворотною і міцність з'єднання знижується.
Недосвідчені майстри іноді намагаються відразу видалити опливи, що з'явилися в процесі зварювання. Не варто цього робити, оскільки з'єднання, що не охололо, в цей момент можна легко деформувати. Видаляти опливи слід після остигання з'єднання. А ще краще не перегрівати трубу, тоді опливи просто не з'являться.
Помилка #3 - неправильно підібраний матеріал
Якщо для монтажу вибрано недорогі поліпропіленові труби низької якості, навіть самий майстерний монтаж не захистить власників будинку від поломок. Труби та фітинги найкраще купувати в одного і того ж надійного постачальника, вибирати хорошу фірму тощо. Скупий платить двічі.
Ще одна проблема такого роду – спроба з'єднати дві якісні труби різних виробників. Хімічний склад таких елементів може відрізнятися, тому й поводитись при нагріванні такі труби будуть по-різному. За таких умов досягти надійного з'єднання практично неможливо.

Наочний результат неправильного паяння поліпропіленових труб у розрізі. Використання неякісного матеріалу та недотримання часу фази «фіксації» призвело до деформації сполуки
Помилка #4 - нехтування правилами монтажу
Низька якість зварювання поліпропіленових труб буває спричинена різними помилками під час з'єднання фітингу та труби. Наприклад, якщо труба введена у фітинг не до кінця, між її краєм та внутрішнім упором фітинга утворюється зазор. В результаті з'являється місце, де внутрішній діаметр більший, а товщина стінки менше, ніж заплановано. Розрахунковий тиск експлуатації для такої ділянки буде недостатньо високим, звичайні навантаження можуть виявитися надмірними, що призведе до появи протікання.
Неприпустимим є також надмірне зусилля при введенні розігрітого краю труби у фітинг. У цьому випадку всередині може утворитися значне за розмірами оплив. В результаті прохідність трубопроводу буде нижчою, ніж розрахункові показники, що негативно позначиться на роботі трубопроводу.
Повсюдно витісняють з ужитку металеві. Причин для цього існує безліч: вони відрізняються більшою довговічністю, зручністю в монтажі та експлуатації, не вимагають антикорозійної обробки. Для влаштування системи опалення та гарячого водопостачання найбільш підходящими є поліпропіленові труби, що монтуються за допомогою зварювання.
По конструкції поліпропіленові труби можуть бути звичайними та армованими алюмінієвою фольгою. Алюміній значно підвищує надійність роботи системи та знижує коефіцієнт температурного розширення матеріалу. Залежно від умов, у яких проводиться зварювання поліпропіленових труб, інструкція з виконання робіт може відрізнятися деякими деталями, але основна її суть залишається незмінною.
Обладнання та інструменти для зварювання поліпропіленових труб
Монтаж поліпропіленових труб на зварюванні забезпечує максимальну надійність та герметичність вузлів з'єднання за умови якісного виконання робіт та дотримання технологічного регламенту.
Так як з'єднані за допомогою зварювання деталі трубопроводу неможливо переварити заново, акуратності робіт слід приділити належну увагу, використовуючи для їх виконання спеціальне обладнання та інструменти.
Набір інструментів для зварювання поліпропіленових труб наступний:
- паяльник, званий також апаратом для зварювання;
- набір насадок різного типорозміру для зварювання (кожна насадка складається з дорну для нагрівання фітингу та гільзи для нагрівання ділянки труби);
- спеціальні ножиці для розрізання труб на ділянки потрібного розміру;
- торцювальник для обробки країв труб перед зварюванням (служить видалення алюмінієвої фольги з торців);
Крім цього обладнання для виконання зварювання необхідно мати під рукою рулетку, штангенциркуль та спиртовий маркер. Наявність повного переліку інструментів дозволить уникнути зайвої суєти у разі необхідності визначення розмірів за місцем і виконати роботу максимально якісно.

Основним елементом обладнання є апарат для зварювання поліпропіленових труб (або паяльник) із набором насадок. Апарат є нагрівальним пристроєм, подібним за принципом роботи зі звичайною праскою. Для автоматичного підтримання заданих параметрів температури паяльник обладнаний терморегулятором.
Поверхня нагріву паяльника має отвори для приєднання насадок різного діаметра (стандартні типорозміри насадок, що входять до комплекту зварювання: 20, 25, 32, 40 мм). Для зручності роботи з трубами різного діаметруу більшості апаратів для зварювання поліпропіленових труб є можливість підключення відразу кількох типів насадок.

Виконання зварювальних робіт
Зварювання труб не є особливо складним і не вимагає наявності у виконавця робіт спеціальної освіти. Для того щоб забезпечити міцність і надійну герметизацію зварювального з'єднання достатньо дотримуватись суворої послідовності дій за регламентом.
Підготовчі роботи
До підготовчих робіт, що виконуються на початок зварювання деталей, відносять такі действия:
- розробка схеми трубопроводу;
- визначення місць кріплення труб та фітингу до стін;
- пробивання в стінах отворів за необхідності;
- розмітка та нарізка ділянок труби згідно зі схемою та натурними вимірами;
- перед остаточним зварюванням трубопроводу, всі його елементи потрібно розкласти на столі або підлозі в порядку, що повторює схему з'єднання, щоб уникнути складання конструкції в неправильній послідовності і псування матеріалу;
- у разі наявності в конструкціях труб алюмінієвої фольги необхідно за допомогою торцювальника провести її зачистку на кінцях деталей, що зварюються, для запобігання контакту армуючого елемента з водою;
- на кінцях елементів труб, що зварюються, за допомогою маркера потрібно відзначити глибину входження у фітинг. Попередні вимірювання глибини фітингових деталей виконуються штангенциркулем. Розмітка дозволяє чітко контролювати занурення ділянки труби в гільзу насадки під час розігріву деталей паяльником.
Крім перелічених вище заходів до початку зварювання рекомендується провести знежирення деталей, що з'єднуються. Знежирення проводиться ватним тампоном, змоченим спиртом. Обробка внутрішніх поверхонь фітингу та зовнішніх кінців труби забезпечить якісніше зварювання елементів трубопроводу.

Розігрів паяльника до робочої температури
Залежно від виду та діаметра поліпропіленових труб робоча температура насадки відрізнятиметься. Зварювання поліпропіленових труб із алюмінієвим армуванням проводиться при температурі поверхні насадок 260-300 градусів.
Для того, щоб паяльник для зварювання поліпропіленових труб набрав робочу температуру, необхідно встановити терморегулятор у відповідне положення і включити його в мережу.
На готовність апарата до роботи вкаже перемикання сигнального підсвічування. Залежно від типу паяльника, способи сигнального оповіщення можуть відрізнятися, тому до початку виконання робіт необхідно уважно ознайомитися з інструкцією з експлуатації апарату.
Нагрівання елементів трубопроводу
Для виконання з'єднання деталей трубопроводу згідно із запроектованою схемою необхідно виконати їх ретельний розігрів за допомогою насадок відповідного діаметра. Нагріву одночасно піддаються і труба і фітінг. Елементи фітинга насаджуються на дорн насадки, а труба вставляється в гільзу.
Входження елементів трубопроводу до гільзи апарату для зварювання відбувається під впливом невеликого фізичного зусилля. Глибина входження труби в гільзу має відповідати раніше виконаним вимірам відповідного фітингу. Час нагріву деталей, що зварюються, залежить від їх діаметра і зазвичай становить від 8 до 16 секунд.

З'єднання елементів трубопроводу
З'єднання деталей поліпропіленових труб і фітингу повинно проводитися якомога швидше, щоб уникнути температурних втрат розігрітого матеріалу. Стикування елементів виконується одним рівним поступальним рухом. Обертання фітингу та труб під час їх з'єднання не допускається.
Сполучена конструкція ділянки трубопроводу має бути надійно зафіксована до набору полімерним матеріалом міцності. Залежно від діаметра трубопроводу час схоплювання може становити від 10 до 20 секунд. У деяких випадках потрібно витримати зварені деталі у зафіксованому стані до моменту їх охолодження.
Після виконання зварювання та охолодження матеріалу вузли з'єднання можна зачистити від . Обробка проводиться з метою надання звареної конструкції акуратного та естетичного зовнішнього вигляду. Іноді надмірні напливи полімерного матеріалу можуть перешкоджати надійній посадці ділянок трубопроводу в кріпильні кліпси.
Доступно пояснює, як здійснюється зварювання поліпропіленових труб відео нижче:


















